

Produkt
- Kärnanpassningstjänst
- Hälso- och sjukvård
- Elektroniska apparater och instrument
- Formar för mödrar och barn
- Fritidsidrott
- Heminredning Art
- Biltillbehör
- Transport och lager
- Belysningsarmaturer
- Byggutrustning
- Förpackningsprodukt
- Utbildning & Laboratorier
- Kläder Bagagetillbehör
- Skötsel och rengöringsprodukter
- Jord- & Skogsbruk
- Mekanisk utrustning
- Tillbehör för husdjur
- Köksutrustning








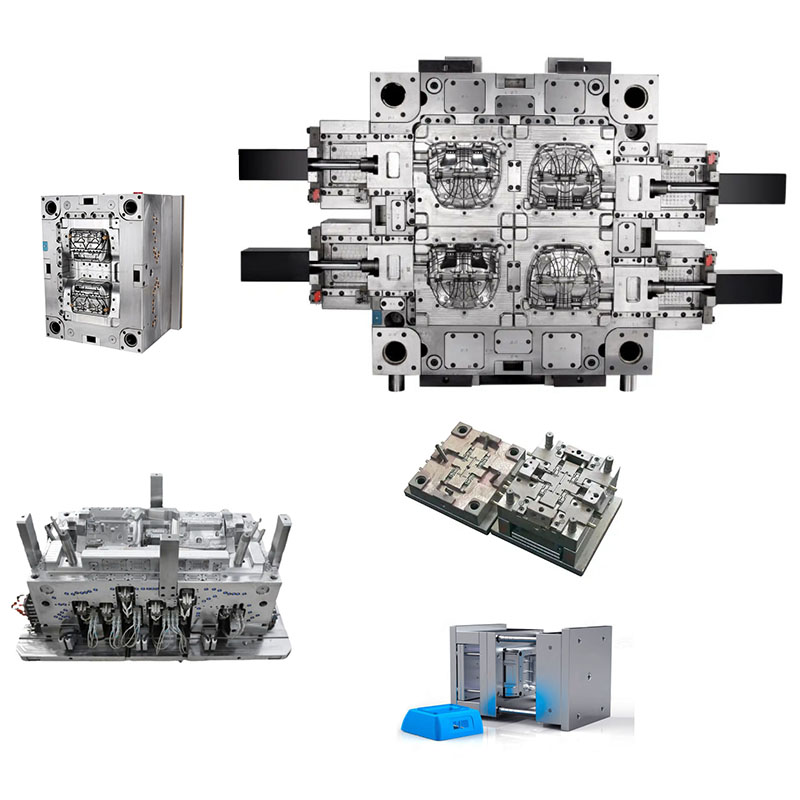

Scrambler anpassad del gjutning
Ningbo (P&M) Plastic Metal Products Co., Ltd. har 17 år av formtillverkningsteknik och kan skräddarsy scramblers specialgjutning av delar. Vi tillhandahåller professionella skräddarsydda scrambler-tjänster för anpassade delar, och vi är en professionell scrambler-tillverkare av anpassade delar. Vi har tillräcklig erfarenhet av val av produktråvaror och formmaterial. I processen med att anpassa scrambler anpassad delformning, kan vår fabrik tillhandahålla one-stop service. Vi har design- och produktionskapacitet relaterade till gjutning av skräddarsydda delar, såsom: CAD-design, formtillverkning, formsprutning, tillverkning av plastprodukter, montering och andra tekniker.
Skicka förfrågan
Produktbeskrivning
Dessutom har vårt företag etablerat samarbetsrelationer med plastråvaruleverantörer, tryckeritillverkare etc. för att säkerställa tillgången på råvaror och tryckkvaliteten. Genom vår rika erfarenhet och perfekta försörjningskedja kan vårt företag förse kunder med högkvalitativa skräddarsydda scrambler-produkter för att möta deras specifika behov. Samtidigt har vi 10 års professionell erfarenhet av utrikeshandelstjänster, förstår utrikeshandelsprocessen och bättre betjänar våra kunder. För scrambler anpassade delgjutningsprodukter kan vi tillverka motsvarande plastdelar, vilket huvudsakligen görs genom formsprutningsformar.




Delprocessen i en anpassad frekvensförvrängare (vanligtvis med hänvisning till kommunikationssäkerhetsutrustning) överstiger vida kärnan i allmän precisionsformsprutning. Det är en systematisk ingenjörskonst som integrerar "högfrekvent elektronikteknik", "ultimat elektromagnetisk skärmning" och "högtillförlitlig strukturell design". Målet är inte bara att skapa ett skal, utan också att bygga en "Faraday-bur" som kan säkerställa en stabil och konfidentiell drift av de digitala höghastighetskretsarna och RF-kretsarna inuti.
�� Kärnprocess: från elektroniska krav till fysisk implementering
Hela processen är centrerad kring principen om "elektrisk prestandadriven strukturell design" och kan delas in i följande fyra nyckelsteg:
Fas ett: Djup samarbetsdesign av elektronik och struktur
Detta är hörnstenen i allt arbete. Maskiningenjörer måste arbeta tillsammans med radiofrekvensingenjörer (RF) och PCB-layoutingenjörer från konceptstadiet.
Definiera kärnrestriktioner: Definiera tydligt PCB-storleken, värmegenerering av chipet, antennposition, typ och position för RF-kontakter (som SMA-huvuden), värmeavledningskrav och, framför allt, den elektromagnetiska kompatibilitetsnivån.
Avskärmande kavitetsdesign: Detta är kärnan i strukturell design. Det inre av höljet måste planeras in i flera oberoende skärmningsfack för att isolera digitala kretsar, analoga kretsar, RF-kretsar och strömförsörjning, vilket förhindrar ömsesidig störning. Anslutningen mellan fack kräver design av en exakt jordande fjäderdel eller ledande packningsinstallationsstruktur.
Värmeavledning och signalintegritet: Planera effektiva värmeavledningsvägar (såsom kontaktytan på termiska fettpackningar och utformningen av värmeavledningständerna). När alla höghastighetssignallinjer och RF-spår passerar genom skiljeväggar, måste skärmade filteranslutningar eller specialdesignade viastrukturer användas för att förhindra elektromagnetiskt läckage.
Fas två: Val av nyckelmaterial och specialprocesser
Valet av material avgör direkt avskärmningens effektivitet och tillförlitlighet.
Skalmaterial
Föredragen lösning: Aluminiumlegering (såsom 6061, 5052). Komplexa och exakta strukturer kan uppnås genom CNC-bearbetning, och dess utmärkta elektriska ledningsförmåga kan användas för att realisera övergripande skärmning. Ytan behandlas med ledande oxidation.
Lösning med hög hållfasthet/komplexa delar: Använd zink-aluminiumlegering för pressgjutning, följt av koppar- och nickelplätering för att uppnå hög skärmningseffektivitet (SE).
Låg kostnad/lättviktslösning: Vakuumbeläggning (förstoftning) av ledande skikt appliceras på innerväggarna av ABS/PC-plast, men skärmningsprestanda och hållbarhet är vanligtvis lägre än för metalllösningar.
Anslutning och tätning
Skalets fogyta bör utformas med monteringsspår för ledande tätningslister eller metalltrådspackningar.
Skärmglas eller metallfilter bör användas vid knapparna och gränssnittsöppningarna.
Rena metallöverlappsytor bör utformas runt alla skruvhål för att säkerställa att motståndet mellan de två delarna av höljet är extremt lågt (vanligtvis på milliohm-nivån) efter att skruvarna har dragits åt.
Fas tre: Precisionstillverkning och systemintegration
Precisionsbearbetning: Metallhöljet använder huvudsakligen högprecisions CNC-bearbetning för att säkerställa planhet, skruvpelares noggrannhet och installationstolerans för RF-kontakter. Pressgjutningar kräver exakta formar.
Ytbehandling och sekundär bearbetning: Konduktiv oxidation utförs på aluminiumlegering efter bearbetning. Nyckelkontaktytorna kan behöva vara extra guldpläterade eller silverpläterade för att minska kontaktmotståndet. Installera sedan alla tillbehör såsom den ledande packningen, jordfjädern och skärmningsfilterskärmen.
Systemförmontering: Innan kretskortet installeras måste ett konduktivitetskontinuitetstest av skalet utföras för att säkerställa att överlappningsmotståndet mellan varje skärmningsfack överensstämmer med designspecifikationerna.
Fas fyra: rigorös testning och verifiering
Detta är den sista kontrollpunkten för att verifiera om scramblerdelarna är kvalificerade, långt ifrån den vanliga utseende- och storleksinspektionen av delarna.
Miljötillförlitlighetstester: Det inkluderar hög- och lågtemperaturcykling, fuktig värme, vibrations- och stöttester för att säkerställa att strukturen inte deformeras och att avskärmningen inte brister i tuffa miljöer.
Elektromagnetisk kompatibilitetstestning
Test av skärmningseffektivitet: Det sammansatta tomma skalet testas i en ekofri kammare för dess avskärmningsförmåga mot extern radiofrekvensstörning och dess undertryckningsförmåga mot intern signalstrålning.
EMC-testning på systemnivå: Efter att PCB har installerats, utförs strålningsemissions- och immunitetstester för hela maskinen för att verifiera om konstruktionen uppfyller den nationella militära standarden (GJB), MIL-STD-461 eller FCC/CE-standarder, etc.
Långsiktig övervakning av elektrisk prestanda: Under temperaturcykeln och vibrationsprocesserna, övervaka kontinuerligt impedansen för nyckelsignalvägen och jordningsresistansen i skärmningskaviteten för att säkerställa stabil elektrisk prestanda.
�� Nyckelpunkter och partnerval
Kärnmotsägelsen: Att alltid söka en balans mellan "optimal skärmningseffektivitet", "värmeavledningseffektivitet", "strukturell styrka/vikt" och "kostnad/tillverkbarhet".
Design iteration: Denna process är starkt beroende av simuleringsdriven. Innan formen öppnas eller bearbetas måste elektromagnetisk simuleringsprogramvara (såsom CST, HFSS) användas för att simulera och optimera utformningen av skärmningskaviteten.
Partner: Välj aldrig en tillverkare som bara förstår formsprutning eller vanlig CNC. Det är nödvändigt att söka leverantörer med erfarenhet av tillverkning av delar till militär industri, flyg och avancerad kommunikationsutrustning. De bör förstå begrepp som skärmning, jordning och EMC och kunna tillhandahålla motsvarande testdata och förslag.
Vi är en tillverkare av scrambler anpassad delgjutning, som tillhandahåller högkvalitativ tillverkning av scrambler anpassad delformning. Så länge du vill skräddarsy/utveckla scrambler anpassade delgjutningsprodukter kan du hitta oss. Vi har professionell formsprutningsdesign och mogen tillverkningsteknik, vilket ger dig one-stop-service, från produktdesign-formtillverkning-produktproduktion-produktförpackning-produkttransport, vi kan hjälpa dig i varje länk. Så länge du kommer till oss kommer vi att ge dig den ultimata servicen och tillfredsställa dig vad gäller produktkvalitet, produktionstid, informationsdialog m.m.
|
Produktnamn |
Löpbandsgjutning |
|
Pls ge |
2D, 3D, prover eller storleken på flervinkelbilderna |
|
Mögeltid |
20-35 dagar |
|
Produkttid |
7-15 dagar |
|
Formprecision |
+/-0,01 mm |
|
Mögelliv |
50-100 miljoner skott |
|
Produktionsprocess |
Revisionsritningar - mögelflödesanalys - designvalidering - Anpassade material - formbearbetning - kärnbearbetning - elektrodbearbetning - Löparsystem bearbetning - bearbetning av delar och anskaffning - bearbetning acceptans - kavitet ytbehandlingsprocess - komplext läge Die - Hela formytbeläggning - Monteringsplatta - formprov - provprov - sändning prover |
|
Mögelhålighet |
Ett hålrum, flera hålrum eller samma olika produkter tillverkas tillsammans |
|
Formmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Löparsystem |
Varmlöpare och kalllöpare |
|
Basmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Avsluta |
Pitting ordet, spegelfinish, matt yta, striae |
|
Standard |
HASCO, DME eller beroende av |
|
Huvudsaklig teknik |
Fräsning, slipning, CNC, EDM, tråd skärning, snidning, EDM, svarvar, ytfinish, etc. |
|
Programvara |
CAD,PRO-E,UG Designtid: 1-3 dagar (normala omständigheter) |
|
Produktmaterial |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Kvalitetssystem |
ISO9001:2008 |
|
Bestäm tid |
20 dagar |
|
Utrustning |
CNC, EDM, avskärning Maskin, plastmaskiner, etc plast resväska form zhe jiang |


Tillverkning av plastsprutform

Specifikationer för plastgjutning

Formdesign:




Transaktionsprocess:

Mögeltestning:


Produktförpackning

Fabrik
Vi är anpassad plastformfabrik. Vår fabrik är formsprutningstillverkare av plast. vi har 17 års erfarenhet av professionell anpassad plastform och 10 års erfarenhet av utrikeshandel. Vi är leverantör av anpassad plastform. Vi kan tillhandahålla skräddarsydd plastformservice. Vår fabrik kan tillverka de formsprutade plastdelarna, och kvaliteten på produkterna kommer att tillfredsställa dig.
Vi har mer än 50 avancerade maskiner och hundratals ingenjörer och designers. Vi kan tillhandahålla one-stop service, från produktdesign - formtillverkning - produktproduktion - produktförpackning - transport. Vi har en komplett produktionskedja. Vi kan uppfylla alla dina krav.
Tjänster vi tillhandahåller:
Professionell anpassad formservice, plastformdesign och tillverkning av plastprodukter, produktdesign, formdesign, anpassning av blåsform, anpassning av rotationsform, anpassning av formgjutning. 3D-utskriftstjänster, CNC-tillverkningstjänster, produktförpackningar, skräddarsydda förpackningar, frakttjänster.










Vi följer alltid principerna om kvalitet först och tid först. Samtidigt som du förser kunderna med produkter av högsta kvalitet, försök att maximera produktionseffektiviteten och förkorta produktionstiden. Vi är stolta över att kunna berätta för varje kund att vårt företag inte har förlorat någon kund sedan starten. Om det finns ett problem med produkten kommer vi aktivt att söka en lösning och ta ansvar till slutet.

FAQ
F1: Är du handelsföretag eller tillverkare?
A: Vi är tillverkare.
Q2. När kan jag få offerten?
S: Vi citerar vanligtvis inom 2 dagar efter att vi fått din förfrågan.
Om du är mycket brådskande, vänligen ring oss eller berätta i din e-post så att vi kan lämna offert åt dig först.
Q3. Hur lång är ledtiden för mögel?
S: Allt beror på produkternas storlek och komplexitet. Normalt är ledtiden 25 dagar.
Q4. Jag har ingen 3D-ritning, hur ska jag starta det nya projektet?
S: Du kan ge oss ett formprov, vi hjälper dig att avsluta 3D-ritningsdesignen.
F5. Innan leverans, hur säkerställer man att produktens kvalitet är?
S: Om du inte kommer till vår fabrik och inte heller har den tredje parten för inspektion, kommer vi att vara din inspektionsarbetare.
Vi kommer att tillhandahålla dig en video för produktionsprocessdetaljer inklusive processrapport, produktstorleksstruktur och ytdetalj, packningsdetalj och så vidare.
F6. Vad är dina betalningsvillkor?
S: Mögelbetalning: 40 % deposition av T/T i förskott, 30 % andra mögelbetalning innan de första proverna skickas ut, 30 % mögelsaldo efter att du har godkänt de slutliga proverna.
B: Produktionsbetalning: 50% deposition i förskott, 50% innan slutvarorna skickas ut.
F7: Hur gör du vår verksamhet långsiktig och god relation?
A:1. Vi håller god kvalitet och konkurrenskraftigt pris för att säkerställa att våra kunder drar nytta av produkter av bästa kvalitet.
2. Vi respekterar varje kund som vår vän och vi gör uppriktigt affärer och blir vänner med dem, oavsett var de kommer ifrån.
Hot Tags: Scrambler anpassad gjutning av delar, Kina, Tillverkare, Leverantör, Fabrik, Anpassad, Partihandel, Köp, Kvalitet, Senast såld, Tillverkad i Kina
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








