

Tjänster för formblåsning av plast
Introduktion av formblåsningsprocessen
Hålblåsning (även känd som formblåsning) är en metod för att blåsa den smälta formen stängd i formen för att bilda en ihålig produkt med hjälp av gastryck. Det är den tredje mest använda plastbearbetningsmetoden, och det är också en snabbväxande metod. En metod för plastgjutning
Det finns tre typer av formblåsningsprocesser:
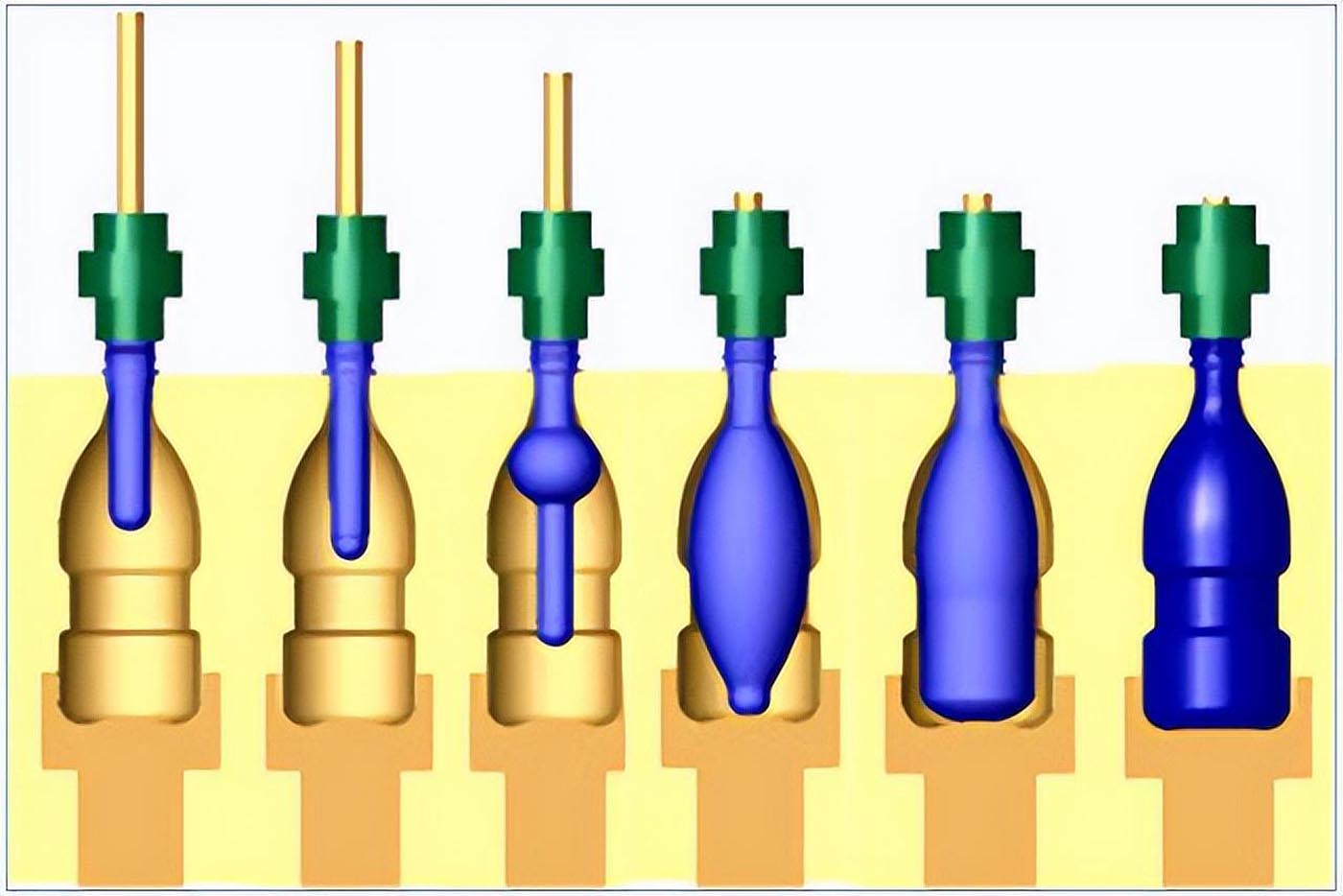
1. Injection Stretch Blow Molding (ISBM)
Stretchformblåsningsprocess hänvisar till en formblåsningsprocess genom biaxiell riktningssträckning. Sträckformblåsningsprocessen är utvecklad på basis av vanlig extruderingsformblåsningsprocess och formsprutningsformningsprocess. Först tillverkas ämnet genom extrudering eller injektionsmetod, och sedan bearbetas ämnet till lämplig sträckningstemperatur för plasten och sträcks sedan i längdriktningen med inre (genom att sträcka dornen) eller extern (genom sträckningsklämma) mekanisk kraft, vid samtidigt eller senare genom tryckluftsuppblåsning för tvärsträckning, och slutligen erhålls produkten.
Formsprutning av sträckblåsning används vanligtvis för högkvalitativa, högklara polyetentereftalat (PET) behållare, såsom vattenflaskor. Insprutningsprocessen säkerställer en mycket exakt finish, och stretchringen ger höga mekaniska egenskaper. Denna process är idealisk för drycker, jordbrukskemikalier och produkter för personlig vård.
Teknisk beskrivning:
I steg 1
Samma teknik som formsprutningsprocessen används, dvs förformen formsprutas över en dorn.
I steg 2
Dornen i formsprutningssträckformblåsning ersätts av en sträckstång. Förformen sätts in i blåsformen och spänns fast.
I steg 3
Förformen sträcks längsgående genom att blåsa in luft i formen via sträckstavar.
2. Extrusion Blow Moulding (EBM)
Extruderingsformblåsning används ofta och har låga bearbetnings- och driftskostnader. Den kan användas för att tillverka produkter i olika former, och det finns en mängd olika material att välja mellan. Behållarna som produceras med denna process kan ha integrerade handtag och tunna väggar i flera lager.
Teknisk beskrivning:
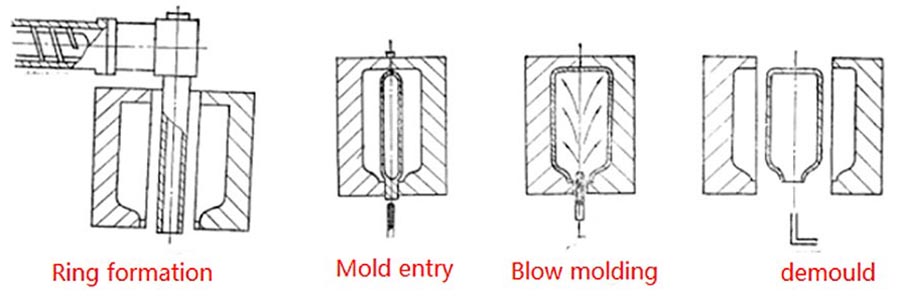
I steg 1
Plastpolymeren extruderas i en form med användning av konventionella extruderingskomponenter. Plastpolymeren kommer i form av ett cirkulärt rör på en dorn, känd som en extruderingsform. Extruderingsprocessen är kontinuerlig.
I steg 2
När den extruderade formen når önskad längd stängs formarna på båda sidor. Vid denna tidpunkt bildas ett slutet tillstånd mot formväggen. Använd en kniv för att skära av toppen av församlingen. Luft blåses in i kaviteten med en blåsstift, vilket tvingar kaviteten att deformeras till formen på formen. Varm plast. Baspolymeren stelnar i det kalla verktyget.
I steg 3
När delen har svalnat tillräckligt öppnas formen och delen tas bort.
I steg 4
Använd trimmern för att trimma kanterna
De främsta fördelarna med extruderingsformblåsning är det breda urvalet av material under bearbetning och förmågan att tillverka produkter med komplexa former.
Formsprutningssträckformblåsning kan ge behållare med hög transparens. Sträckförformningsprocessen används i processen för processapplicering, vilket avsevärt kan förbättra komponentens styrka och samtidigt förbättra behållarens lufttäthet och vattentäthet, så denna process kan användas för att förpacka irriterande mat, koncentrerad vätska och kemikalier.
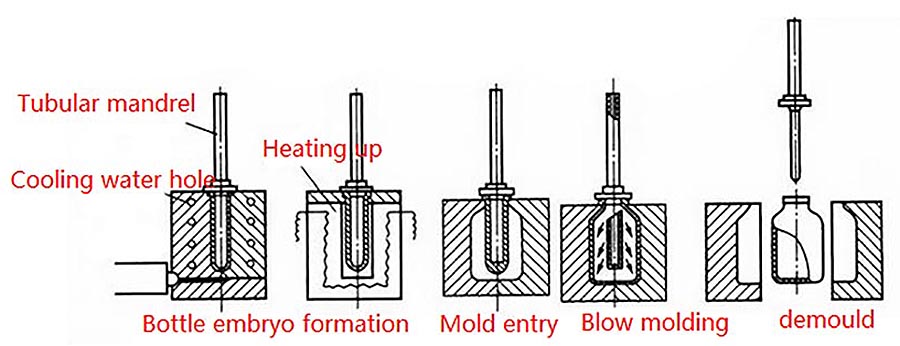
3. Formsprutning (IBM)
Formblåsning är en mycket exakt process som lämpar sig för att producera förpackningar för medicintekniska produkter eller kosmetika, men också för behållare som kräver exakta halsar och breda öppningar.
Teknisk beskrivning:
Formsprutningsprocessen utförs på ett roterande bord som överför delarna till varje bearbetningsområde.
I steg 1
Det smälta ämnet sprutas in i den förformande formens hålighet av formsprutningsmaskinen och den centrala vridskivan roterar 120° mot blåsplattformen.
I steg 2
Luft blåses in i förformen, vilket tvingar formen mot formväggarna för att bilda den önskade formen.
I steg 3
Efter kylning till lämplig temperatur roteras delen 120° och separeras från den centrala skivspelaren, hela processen kräver inte trimning och andra behandlingar.
4. Tillämpligt material
All termoplast kan formblåsas, men vissa material kan vara bättre lämpade för en viss process. Typiska material som kan bearbetas genom formblåsning är polypropen (PP), polyeten (PE), PET och polyvinylklorid (PVC). Lämpliga material för formsprutning är PP och högdensitetspolyeten (HDPE). Typiska material som vanligtvis används i formsprutning av sträckformblåsning är PE och PET
5.Bearbetningskostnad
Om man jämför bearbetningskostnaderna är extruderingsblåsning det billigaste, formblåsning är vanligtvis dubbelt så mycket som extruderingsblåsning, och formsprutningssträckblåsning är dyrast.
Bearbetningscykeln är mycket kort, en enda form kan innehålla 10 eller fler hålrum och en cykel kan slutföras på 1 till 2 minuter.
Arbetskostnaden är också relativt låg, och automatiseringsgraden är hög, men inställnings- och anpassningskostnaderna är relativt höga, så vanligtvis utförs endast produktion och bearbetning av en enda produkt.
6. Miljöpåverkan
All termoplast är återvinningsbar och processavfall kan återvinnas på plats. Avfallsmaterial efter användning kan också göras om till nya produkter, till exempel används återvunnen PET främst för att tillverka en del kläder. Plastblåsning är mer energieffektivt än glasblåsning
Specifik process för blåsform/produkt
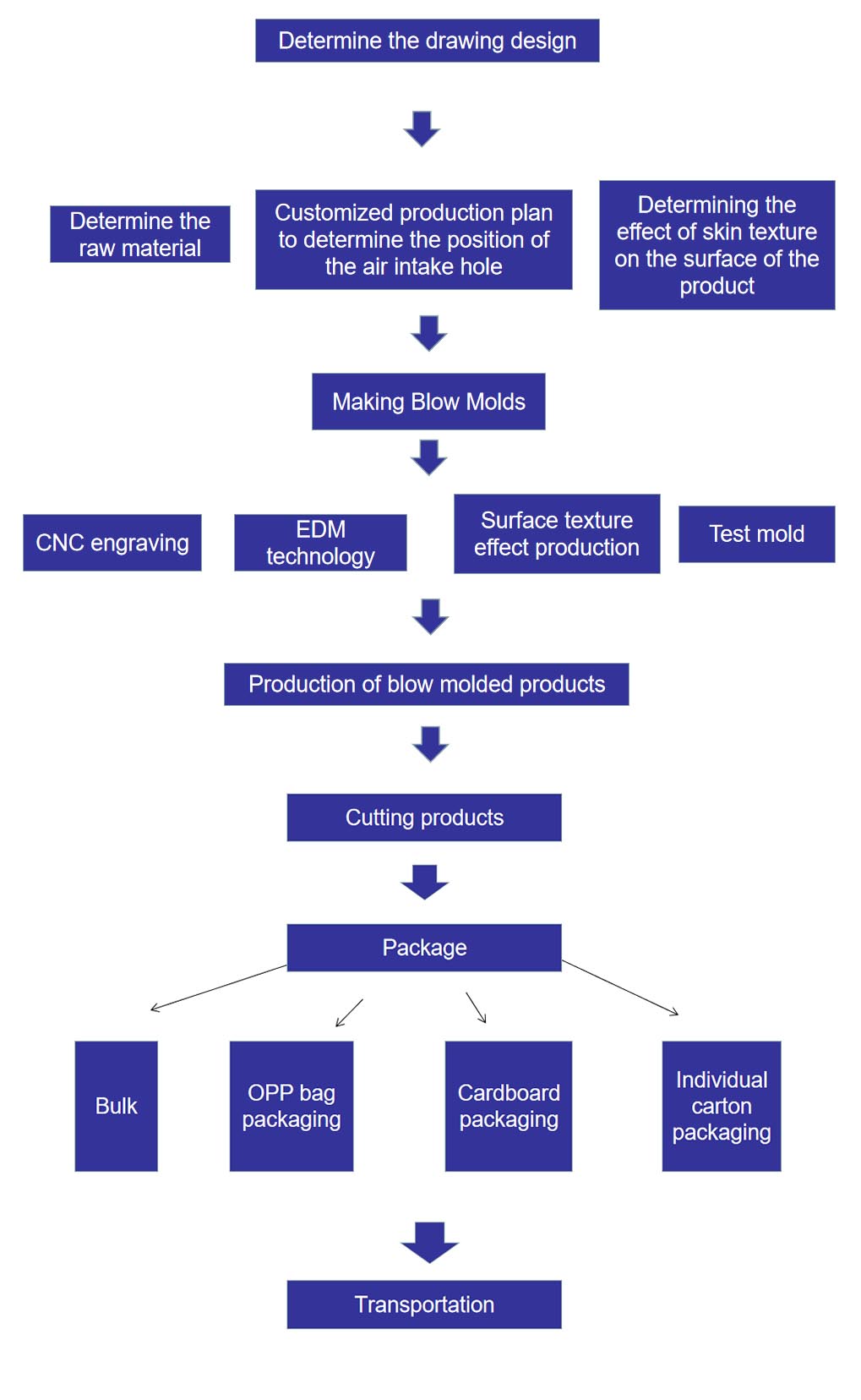
Bestäm ritningsdesignen
1. Formblåsningsprodukter har vissa speciella egenskaper, och det måste finnas tillräckligt med utrymme inuti formblåsningsprodukterna för att slutföra produktionen av produkterna. Vi måste diskutera med kunden och avgöra om utformningen av ritningen uppfyller kraven för formblåsning
2. Bestäm vad produktens råvara är, vissa material kan inte formblåsas
3. Blåsformen behöver ha ett luftintag, vi måste diskutera med kunden och bestämma platsen för luftintaget.
4. Bestäm hudens textureffekt på produktens yta. I allmänhet väljer de formblåsta produkterna matt hudstruktur, vilket är bäst. Vi kommer att ge några falleffekter för kunderna att välja ytstruktureffekten.
Att göra blåsformar
1. Vi kommer först att använda CNC för att gravera formen på produkten på formen
2. Vi använder sedan EDM-teknik för att exakt bearbeta formen
3. Enligt kundernas krav för att göra effekten av hudstruktur på ytan av produkten
4. Testa formen för att producera produkter och justera sedan formen
Tillverkning av formblåsta produkter
1.Välj den mest lämpliga formblåsningstekniken
Vi väljer den mest lämpliga formblåsningsprocessen (Injection Stretch Blow Molding, Extrusion Blow Molding, Formsprutning formblåsning) enligt produktdesign och applikationsområde.
2. Produkten tillverkas enligt den valda formblåsningsprocessen
Skärande produkter
1. Skär produkten maskinellt, (produkten tillverkas med materialhuvudet, vilket kräver att maskinen skär. Vi har två sorters maskiner, en är en halvautomatisk maskin, som kräver manuell skärning, och en viss avgift är Arbetskostnader Den andra är en helautomatisk maskin, som görs av en robotarm) (bild på produkten som just producerats).
2. Packa den färdiga produkten i en kartong och transportera den till fabrikslagret för förpackning.

Förpackning (vi kommer att paketera enligt kundernas behov)

1. Bulk: Vi packar enligt produktens egenskaper. Om produkten går att stapla packar vi den i stapling. Vårt syfte är att göra förpackningsstorleken så liten som möjligt, för att minska kundens fraktkostnad.
2. Individuellt förpackade: Individuellt förpackade i OPP-påse, med kartongförpackningar och individuellt förpackade i kartong.
1 OPP-påseförpackning: Det är att använda en vanlig OPP-påse för att överföra produkten. Om kvantiteten är liten kommer vi att använda manuell individuell förpackning, om kvantiteten är stor kommer vi att använda maskinförpackning.
2 Kartongförpackning: Ett bestruket papper används för att fastna i produktens förpackning, och ibland görs det till en blisterförpackning med en blisterförpackning.
3 Individuell kartongförpackning: Skräddarsydd kartong förpackar produkten individuellt, och den effekt som kunderna vill ha kan tryckas på kartongen.
(Tiden för enkel individuell förpackning är i allmänhet cirka 7-9 dagar, om den komplexa individuella förpackningen behöver den faktiska situationen)
Transporttjänst (Vi kommer att välja den bästa fraktmetoden för kunder enligt deras krav)

1. Flygtransport
Flygfrakt kan i allmänhet välja FedEx, UPS, DHL, Sagawa Express, TNT och annan expresstransport.
Tidsgränsen är vanligtvis cirka 9-12 dagar att anlända, (exklusive moms)
2. Sjötransport
(1) DDP: DDP till sjöss är dörr till dörr, skatt är redan inkluderad, och tidsgränsen förväntas komma om cirka 35-45 dagar
(2) CIF: Vi ordnar transporten av varorna till destinationshamnen som kunden utsett, och kunden måste slutföra tullklareringen efter att ha anlänt till destinationshamnen.
(3) FOB: Vi transporterar varorna till utsedda hamnar i Kina och ordnar tulldeklarationsbehandling för varorna. Resten av processen kräver kundens utsedda speditionsarrangemang.
3. landtransport
Landtransporter är att ordna lastbilstransporter till kunder. Länderna som vanligtvis använder denna transportmetod är: Vietnam, Thailand, Ryssland, etc. Tidsgränsen är vanligtvis cirka 15-25 dagar att anlända, inklusive skatt
4. Järnvägstransporter
Järnvägstransporter används främst i europeiska länder, och tidsgränsen är cirka 45-60 dagar, inklusive skatter.
Service efter försäljning
Ningbo P&M har ett komplett försäljnings- och eftermarknadsserviceteam.
Vi erbjuder ett års mögelgaranti och komplett eftermarknadsservice för att säkerställa att våra kunder kan köpa vår anpassade mögelservice tillfredsställande och utan bekymmer.
Vi tillhandahåller ett komplett utbud av konsulttjänster innan köp så att våra kunder vet vad de behöver.
Vår formdesignfilosofi är baserad på precision, hög hastighet, hållbarhet, stabilitet, energibesparing och användarvänlig drift, och vi är engagerade i att utveckla många typer av precisionsformsprutningsmaskiner. När det gäller formkvalitetskontroll, för att ge användarna den bästa upplevelsen, insisterar vi på att använda importerade formkomponenter och varje monteringssteg testas av ingenjörer med exakt mätutrustning för att säkerställa att varje struktur fungerar stabilt, smidigt och säkert. Dessutom, för att ge dig mer exakta förslag på dina behov, kommer vi att analysera dina produktegenskaper, produktionsresultat och de problem du för närvarande står inför, utvärdera alla aspekter av din situation och ge dig lämpliga förslag. Om du vill utveckla en ny produkt men saknar planerna på att bygga en produktionslinje hjälper vi dig också gärna genom att ge dig kompetens och teknisk tillgång för att möta dina behov.
Vi har en professionell idrifttagningsavdelning för att testa formarna. Dessutom hjälper vi våra kunder att integrera automationsutrustning i sina formar för att säkerställa att varje funktion fungerar smidigt, vilket säkerställer att formen levereras till ditt företag redo att börja arbeta omedelbart.
När du stöter på problem under driften av formen är vårt online-efterförsäljningsteam redo att tillhandahålla reparationstjänster. Du kan kontakta oss, beskriva problemet och våra tekniska specialister kommer att ge dig en lösning så snart de förstår problemet.
Inblandad industri
1. Vattenteknik

2. Medicinsk industri

3. Barnleksaksindustrin

4. Sportutrustningsindustri

5. Fällbar sits

6. Plastbehållare

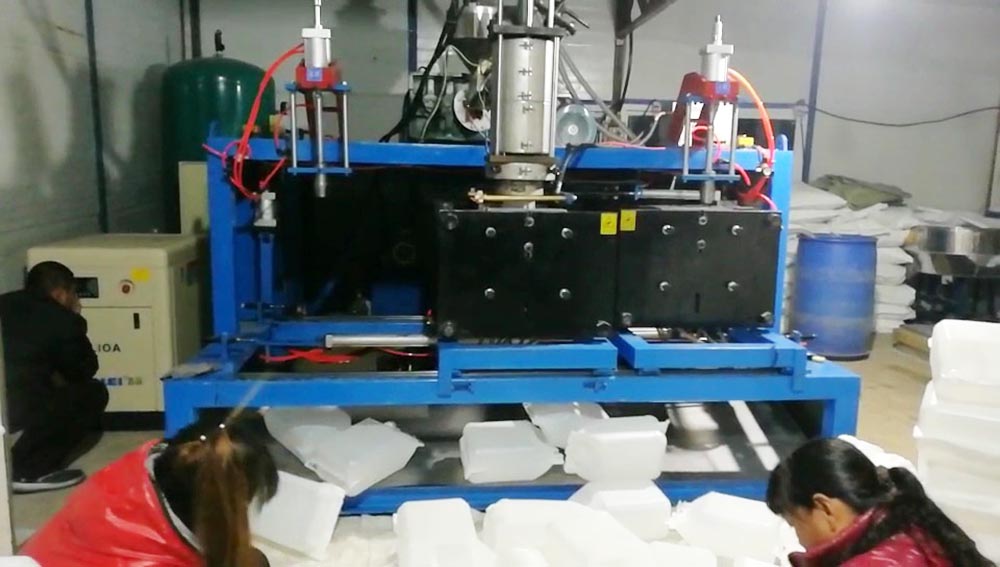
Bearbetningsutrustning
Vårt kärnblåsningsfabriksområde är 5000 kvadratmeter
Dussintals professionell utrustning
Vi har gjort tusentals blåsformar
Vi har 15 års erfarenhet av formblåsning.
Vi erbjuder ett komplett utbud av bearbetningsteknologier upp till femaxliga.

Mjukvaran är lämplig för all 2D, 3D, femaxlig programmering.
Den har de mest kompletta kategorierna och storlekarna av CNC-fräsning, höghastighetsfräsning, EDM och annan utrustning.
Användningen av digital teknik har realiserat datainsamling, påminnelser för att gå på och av maskinen och digital fabriksledning.
24 timmar non-stop, i brådskande tillstånd använder vi backup-nödmekanismen för att säkerställa leveranstiden




