

Produkt
- Kärnanpassningstjänst
- Hälso- och sjukvård
- Elektroniska apparater och instrument
- Formar för mödrar och barn
- Fritidsidrott
- Heminredning Art
- Biltillbehör
- Transport och lager
- Belysningsarmaturer
- Byggutrustning
- Förpackningsprodukt
- Utbildning & Laboratorier
- Kläder Bagagetillbehör
- Skötsel och rengöringsprodukter
- Jord- & Skogsbruk
- Mekanisk utrustning
- Tillbehör för husdjur
- Köksutrustning






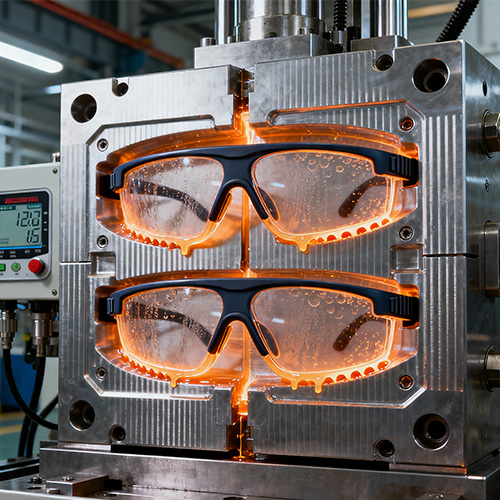

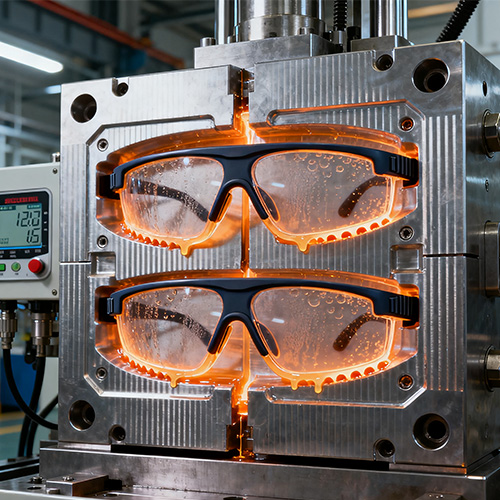
Gjutning av säkerhetsglasögon
För formsprutning av säkerhetsglasögon har Ningbo (P&M) plastmetallprodukter Co., Ltd. 18 års mögeltillverkningsteknologi och 10 års exportupplevelse. Vi tillhandahåller professionella one-stop anpassade mögeltjänster och är en professionell tillverkare av plastform. Vi kan använda formsprutning, blåsgjutning, gjutning och rotationsmålning.
Skicka förfrågan
Produktbeskrivning
Säkerhetsglasögoninsprutning hänvisar till professionell ögonskyddsutrustning som producerar kärnskyddsstrukturer såsom ramar och linser (i vissa fall är linser sammansatta förstärkta skikt efter injektionsgjutning) genom plastinjektionsprocesser och har funktioner såsom slagmotstånd, repmotstånd och UV -skydd. Dess kärnfunktion använder formsprutningsprocessen för att inse den integrerade eller exakta anpassningsdesignen för ram och lins. Ramen använder mestadels påverkningsresistenta polymermaterial, och linsen uppfyller skyddsstandarder (såsom ANSI Z87.1, GB 14866, etc.) genom materialmodifiering eller beläggningsbehandling. Jämfört med traditionella glasens säkerhetsglas (tunga, bräckliga) eller vanliga plastsäkerhetsglasögon (svag skyddsprestanda) kombinerar injektionsmatchade säkerhetsglasögon lätt, hög skydd och komfort. De används allmänt inom industriell produktion, laboratorier, utomhussporter, konstruktion och andra scenarier för att skydda ögonen från utländsk objektpåverkan, kemisk stänk, UV -strålning och andra skador.


P & M säkerhetsglasögoninjektion av formsprutning
A 、 Kärnanegenskaper för formsprutning av säkerhetsglasögon
1. Hög påverkan motstånd, starkt skydd
The core protection requirement of injection-molded safety glasses is to resist external impact, and their frames and lenses are specially designed and material-selected: lenses usually use polycarbonate (PC) or polyamide (PA) materials, with impact strength of more than 60kJ/m² (200 times that of ordinary glass), which can withstand the impact of a 16mm diameter steel ball falling freely from a height of 1.3m without breaking (meeting the GB 14866 Impact Resistance Test Standard); Ramen använder TR90 eller glasfiberarmerade PA66 -material, med töjning vid paus ≥30%, vilket inte är lätt att bryta även när det utsätts för allvarlig påverkan och undviker repor i ansiktet med fragment; Vissa stilar designar buffertstrukturer (som elastiska gångjärn) vid sambandet mellan templen och ramen för att ytterligare sprida slagkraften och minska risken för ögon- och ansiktsskador.
2. Integrerat multifunktionellt skydd, anpassning till komplexa scenarier
Förutom grundläggande slagmotstånd, kan injektionsmatchade säkerhetsglasögon uppnå flerdimensionellt skydd genom processoptimering: linsytan är belagd med en reporesistent beläggning (som SIO₂ hård beläggning), med ythårdhet över Hb-nivå (pennahårdhetstest), vilket inte är lätt att repa i daglig användning, säkerställa tydlig syn; belagd med UV-skyddsbeläggning (UV400-nivå), som kan blockera mer än 99% av ultravioletta strålar (UVA och UVB) med våglängder på 280-400NM, anpassa sig till utomhusarbete (som konstruktion, svetsning) scenarier; Vissa linser med industriell stil är belagda med anti-dimbeläggning (såsom hydrofil nano-beläggning), vilket inte är lätt att dimma i miljöer med hög temperatur och högfuktighet (som kemiska workshops, livsmedelsbearbetning); Ramen antar en förseglad design med läckvingar mot sidor, som kan blockera damm, droppar och kemiska vätskor från att invadera ögonen från sidan, anpassning till laboratorier, medicinska och andra scenarier.
3. Lätt och ergonomisk design, bekväm att bära
Injektionsprocessen kan inse den lätta och passande designen av säkerhetsglasögon: den totala vikten styrs mellan 20-50 g (endast 1/3-1/2 av traditionella glasens säkerhetsglas), och det finns ingen uppenbar känsla av tryck när den bärs under lång tid (som 8-timmars industriarbete); Ramen antar en bågmonterad design, tempelbågen anpassar sig till huvudkonturen och näskuddarna är gjorda av mjuka silikon- eller TPR-material (strandhårdhet 30-40 grader), som har ett stort kontaktområde med näsbryggan och enhetlig tryckfördelning (tryck per enhetsarea ≤1KPA) och undviker smärta orsakade av lokalt tryck; Vissa tempelstilar kan justera längden eller vinkeln för att anpassa sig till olika huvudomkretsstorlekar (personer med huvudomkrets 520-580mm), vilket förbättrar bärbarhet.
4. Miljögorrosionsmotstånd, lång livslängd
Safety glasses need to adapt to a variety of harsh environments, and their materials and processes have excellent weather resistance and corrosion resistance: the frame uses materials such as TR90 and PA66, which can withstand temperature changes from -30℃ to 120℃ (no embrittlement at low temperatures, no softening and deformation at high temperatures), adapting to high and low temperature work scenarios (such as cold storage, metallurgical workshops); Stark kemisk korrosionsbeständighet, ingen missfärgning eller sprickor efter kontakt med vanliga industrikemikalier (såsom alkohol, aceton, utspädd svavelsyra), lämplig för kemiska och laboratorieskolar; Linsbeläggningen är ordentligt kombinerad med underlaget, och efter 500 friktionstester (friktion med en mockduk som applicerar 5N-kraft) är kvarhållningshastigheten för repmotstånd och UV-skyddsprestanda ≥90%, och den normala livslängden kan nå 2-3 år, mycket längre än vanliga skyddsglas.
B 、 Produktionsprocessen för formsprutning av säkerhetsglasögon
1. Produktdesign och mögelutveckling
First, determine the core parameters according to the protection scenario: industrial glasses need to focus on strengthening impact resistance and chemical resistance (lens thickness 3-5mm, frame wall thickness 2-3mm), outdoor glasses focus on UV protection and lightweight (lens thickness 2-3mm, frame weight ≤30g), and laboratory glasses emphasize sealing and anti-fog properties (frame with wing sealing structure). Rita en 3D -modell genom CAD/CAE -programvara (såsom UG, Moldflow), med fokus på att designa: den optiska ytan på linsen (säkerställa ljusöverföring ≥90%, ingen optisk distorsion), ergonomiska bågen för ramens näsor och tempel, och montering mellan ramen och lensen (≤0.1mm, undvikande loos. I formkonstruktionssteget använder linsformen högprecisionsoptisk mögelstål (såsom S136), och kavitetsytan är polerad till Ra≤0,012μm (för att säkerställa linsljusöverföring); Ramformen använder P20 eller H13-stål, och flera uppsättningar av kylvattenkanaler ställs in (arrangeras jämnt beroende på ramväggtjockleken, kyltid 15-25) för att undvika deformation efter formning. Formen måste verifieras genom försöksgjutning: linsen måste testa optisk prestanda (såsom ljusöverföring, diopterfel) och ramen måste testa dimensionens noggrannhet (såsom tempelavståndsfel ≤0,5 mm).
2. Beredning av råvaror och formsprutning
(1) Lensproduktion
Det huvudsakliga råmaterialet för linser är PC, med tillsats av funktionella tillsatser såsom anti -UV -medel (0,5% -1%, såsom UV -531), antioxidanter (0,2% -0,3%, för att förhindra nedbrytning av högtemperatur) och transparensmedel (för att förbättra ljustransmittans). Råvarorna måste torkas (temperatur 120-140 ℃, tid 4-6 timmar, fuktinnehåll ≤ 0,02%) för att undvika bubblor efter formsprutning. Anta en precisionshorisontell injektionsmålningsmaskin (låsstyrka 100-200 ton, injektionsnoggrannhet ± 0,1 g), Processparametrar: Barrel-temperatur 260-300 ℃ (Front Avsnitt 260-280 ℃, Bakre avsnitt 280-300 ℃), Injektionstryck 80-100MPA, Hold Pressure 60-70MPA, COOLING TID 20-30. Efter formsprutning måste linsen glödgas (temperatur 120 ℃, isolering i 2 timmar) för att eliminera intern spänning och undvika sprickor i det senare skedet.
(2) Produktion av spegelram
Råvarorna för spegelramen väljs enligt scenen: För industriellt bruk väljs glasfiberförstärkt PA66 (med 20% glasfiber tillagd för att förbättra styrkan), och för utomhusbruk väljs TR90 (lätt, god seghet). Råvarorna blandas med färgmasterbatch (såsom framträdande gult och orange för industriellt bruk för att förbättra erkännande) och torkad (TR90 torkningstemperatur 80-100 ℃, tid 2-3 timmar). Anta en medelstor formsprutningsmaskin (låsstyrka på 200-300 ton), Processparametrar: TR90 Materialtemperatur på 230-260 ℃, injektionstryck på 70-90MPA; PA66+glasfibermaterial är 250-280 ℃, injektionstrycket är 90-110MPA, kyltiden är 15-25. Efter att spegelramen har avlägsnats måste grindresten tas bort (med laserskärning, noggrannhet ± 0,05 mm) för att undvika att skrapa huden.
P&M Säkerhetsglasögoninsprutning (specifikation)
|
Formnamn |
Gjutning av säkerhetsglasögon |
|
Vi lovar |
Alla kundcentriska, aldrig för kortsiktig vinst och säljer långsiktiga förmåner |
|
Vi producerar |
Mögel, prototyp, formsprutning, produktmontering, yttryck, sprutning av ytintegrationen |
|
Pls tillhandahålla |
2D, 3D, prover eller storleken på multi-vinkelbilderna |
|
Mögeltid |
Cirka 25 arbetsdagar |
|
Produkttid |
7-15 dagar |
|
Modeprecision |
± 0,1 mm |
|
Mögelliv |
50-100 miljoner skott |
|
Producerande process |
Revisionsteckningar - Mögelflödesanalys - Designvalidering - Anpassade material - Mögelbehandling - Kärnbehandling - Elektrodbearbetning - Runner Systembehandling - Delarbehandling och upphandling - Mearbetning av acceptans - Kavitetsytbehandlingsprocess - Komplexläge Die - Hela mögelytans beläggning - Monteringsplatta - Mögelprov - Provtest - Sändande prover |
|
Mögelhålrum |
Ett hålrum, multikavitet eller samma olika produkter görs tillsammans |
|
Mögelmaterial |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Runnsystem |
Het löpare och kalllöpare |
|
Basmaterial |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Avsluta |
Pitting av ordet, spegelfinish, matt yta, striae |
|
Standard |
Hasco, DME eller beroende av |
|
Huvudteknik |
Fräsning, slipning, CNC, EDM, trådskärning, snidning, EDM, svarvar, ytfinish, etc. |
|
Programvara |
CAD, PRO-E, UG Designtid: 1-3 dagar (normala omständigheter) |
|
Produktmaterial |
Råmaterial av matkvalitet plast |
|
Ursprung |
Gjord i Kina |
P & M säkerhetsglasögoninjektionsmålningsfunktion och applicering
1. Industriell produktionsscenario
Kärnkrav: Hög påverkningsmotstånd, kemisk korrosionsbeständighet, dammförebyggande, anpassning till högfrekventa riskscenarier såsom mekanisk bearbetning och montering.
Produktfunktioner: Linser är gjorda av 3-5 mm tjocka PC- eller PA-material, belagda med skrapbeständiga + kemiska resistenta beläggningar (kan tåla utspädda syror och alkalier); Ramar är gjorda av glasfiberarmerad PA66 (väggtjocklek 2-3 mm), med läckvingar mot sidor (blockering av damm och intrång i skräp); Färgerna är främst iögonfallande gula och orange (förbättrande erkännande av verkstad), vissa stilar har pannband (ersätter tempel, anpassar sig till hård hattläran); Möt ANSI Z87.1 och GB 14866 industriella skyddsstandarder och tål effekterna av 16 mm stålbollar som faller från 1,3 m.
2. Utomhusarbete
Kärnkrav: UV-skydd, lätt, anti-dim, anpassning till miljöer med starka ultravioletta strålar eller stora temperaturskillnader som konstruktion, svetsning och platåer.
Produktfunktioner: Linser är gjorda av 2-3 mm tunna PC-material, belagda med UV400 anti-UV-beläggning (UV-blockeringshastighet ≥99%) + anti-dimbeläggning (anpassning till utomhustemperaturskillnader); Ramar är gjorda av TR90 (vikt ≤30 g), tempel kan justera längden (anpassning till 520-580 mm huvudomkrets), näskuddar är antibakteriell silikon (undvikande av obehag orsakade av svettning); Vissa svetspecifika linser är mörka (lätt skärmningshastighet ≥95%) för att blockera svetsbågsljus; Den övergripande designen passar ansiktet och minskar vindmotståndet, lämpligt för mobilarbete utomhus.
3. Laboratorie- och medicinskt scenario
Kärnkrav: Stark tätning, förebyggande av kemisk stänk, antibakteriell, anpassning till scenarier såsom laboratoriereagensoperationer och medicinskt skydd.
Produktfunktioner: Linser är tillverkade av PC-material, belagda med kemiska resistenta beläggningar (kan kontakta alkohol, aceton och andra reagens); Ramar är av förseglad design (montering av gap mellan ram och ansikte ≤0,5 mm), med mjuka silikontätningsringar (blockerande droppar och kemisk vätskintrång); Kontaktdelarna på näskuddar och tempel är silikon med medicinsk kvalitet (antibakteriell hastighet ≥99%), som kan desinficeras vid hög temperatur (kokt vid 121 ℃ i 30 minuter); Vissa linser stilar kan bytas ut (till exempel att ersätta anti-dimma eller antikemiska linser enligt experimentella behov) och uppfylla hygienstandarderna för den medicinska industrin.

Anpassningsprocess








Fabrik och om oss
Ningbo Plastic Metal Product Co., Ltd (P&M) ligger i Yuyao, den så kallade mögelstaden, plastriket, i den södra spetsen av Hangzhou Bay Bridge, norr om Shanghai, öster om Ningbo-hamnen, snäv dubbellinje av State Road 329 på land, hav och luftspår till ett nätverk för att underlätta transport.
Genom den rikliga tekniska styrkan, vetenskapliga hanteringsmetoder och god efterförsäljningstjänst, produkt som är djupt betrodda och välkomna av kunder från hela världen. P&M har ett förbättrat system för utveckling och produktion för att uppnå mögeldesign, tillverkning av plastprodukter och automatisk produktion. Våra huvudprodukter är design och tillverkning av plastform, plastprodukt, metallprodukt. 90% produkter från vårt företag exporteras till Amerika, Europa, Tyskland, Japan, Australien, etc. Under många år har företaget varit engagerat i forskning om råvaror. Företaget har sitt eget varumärke och dussintals patent, vilket ger bekvämare teknisk support för mögelframställning och produktproduktion. P&M startade inhemsk verksamhet från 2008, med namnet Shundi Mold Factory. Och öppnade den internationella marknaden från 2014. Vi följer alltid första och tidsprinciperna först och tiden. När du ger kunderna produkter av högsta kvalitet, försök att maximera produktionseffektiviteten och förkorta produktionstiden. Vi är stolta över att berätta för alla kunder att vårt företag inte har tappat någon kund sedan dess etablering. Om det finns problem med produkten kommer vi att söka en lösning aktivt och ta ansvar till slutet.
P&M följer marknadsorienterade till livets quanlity och fokus på kvalitetstjänst och kontinuerlig utveckling av nya produkter, fast beslutna att skapa en bättre företagsbild, och våra vänner hemma och utomlands för att bära ett brett utbyte av affärsutbyten och samarbete, skapa lysande.






Förpackning
Förpackning enligt dina behov
1. Med flyg tar det 3-7 dagar för leverans.
Varorna kan skickas av DHL, FedEx, UPS.
2. Till sjöss är leveranstiden baserad på din hamn.
Till Sydostasiatiska länder tar cirka 5-12 dagar.
Till Länder i Mellanöstern tar cirka 18-25 dagar.
Till europeiska länder tar cirka 20-28 dagar.
Till amerikanska länder tar cirka 28-35 dagar.
Till Australien tar cirka 10-15 dagar.
Till afrikanska länder tar cirka 30-35 dagar.
P & M -cykeldelar, centrerade kring barn, balanserar säkerhet, hälsa och roligt och syftar till att lägga till en ljus färg till barns vackra barndom. Vi ser fram emot att arbeta tillsammans med dig för att tjäna våra barn.
Vägen för ett barns tillväxt är belagd med tegel och plattor.


Vanliga frågor
1. Vem är vi?
Vi är baserade i Zhejiang, Kina, startar från 2014, säljer till Nordamerika (30,00%), södra Europa (10,00%), norra Europa (10,00%), Centralamerika (10,00%), Västeuropa (10,00%), Mellanöstern (10,00%), Östeuropa (10,00%), Sydamerika (10,00%). Det finns totalt cirka 51-100 personer på vårt kontor.
2. Hur kan vi garantera kvalitet?
Alltid ett förproduktionsprov före massproduktion;
Alltid slutlig inspektion före leverans;
3. Vad kan du köpa från oss?
Mögel, plastprodukt, metallprodukt, tandprodukt, CNC -bearbetning.
4. Varför ska du köpa från oss inte från andra leverantörer?
Vi gör alla typer av 3D -design, 3D -tryckning och plastmetallformar verktyg och produkter. Vi har vår egen ingenjör och fabrik. One -Stop -leverans: 3D -design - 3D -utskrift - Mögelframställning - plastinjektion.
5. Vilka tjänster kan vi tillhandahålla?
Accepterade leveransvillkor: FOB, CFR, CIF, EXW, FCA, DDP, DDU;
Accepterad betalningsvaluta: USD, EUR;
Accepterad betalningstyp: T/T, L/C, PayPal, Western Union, Escrow;
Språk talat: Engelska, kinesiska, spanska, franska, ryska.
6. Vad är egenskaperna för din tjänst?
1. Din förfrågan relaterad till våra produkter eller priser kommer att besvaras inom 24 timmar.
2. Välutbildade och erfarna staber för att svara på alla dina förfrågningar på flytande engelska.
3. Erbjuder stöd för att lösa problemet i applikationen eller försäljningsperioden.
4. Konkurrenskraftiga priser baserade på samma kvalitet.
5. Garantera prover Kvalitet Samma som massproduktionskvalitet.
Hot Tags: Säkerhetsglasögoninsprutning, Kina, tillverkare, leverantör, fabrik, anpassad, grossist, köp, kvalitet, senaste försäljning, tillverkad i Kina
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








