

Produkt
- Kärnanpassningstjänst
- Hälso- och sjukvård
- Elektroniska apparater och instrument
- Formar för mödrar och barn
- Fritidsidrott
- Heminredning Art
- Biltillbehör
- Transport och lager
- Belysningsarmaturer
- Byggutrustning
- Förpackningsprodukt
- Utbildning & Laboratorier
- Kläder Bagagetillbehör
- Skötsel och rengöringsprodukter
- Jord- & Skogsbruk
- Mekanisk utrustning
- Tillbehör för husdjur
- Köksutrustning






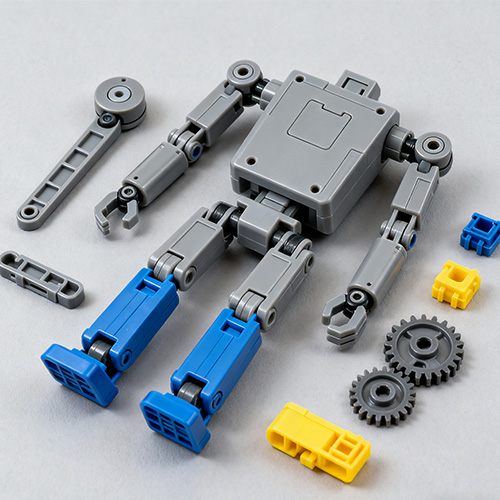

Robotdelsprutning
För robotdelinjektionsmålning har Ningbo (P&M) plastmetallprodukter Co., Ltd. 18 års mögeltillverkningsteknologi och 10 års exportupplevelse. Vi tillhandahåller professionella one-stop anpassade mögeltjänster och är en professionell tillverkare av plastform. Vi kan använda formsprutning, blåsgjutning, gjutning och rotationsmålning.
Skicka förfrågan
Produktbeskrivning
Robotdelinjektionsgjutning hänvisar till en teknik som producerar olika kärn- och hjälpdelar av robotar (såsom strukturella delar, transmissionsdelar, sensorhus, anslutningskomponenter etc.) med hjälp av anpassade injektionsprocesser. Denna process måste kombinera de speciella kraven i robotdelar för precision, styrka, vädermotstånd etc. och omvandla smält plast till delar som uppfyller robotmonteringsstandarder och krav på arbetsvillkor genom exklusiv formdesign, exakt materialval och optimerade injektionsparametrar. Jämfört med traditionell mekanisk bearbetning kan den effektivt realisera massproduktionen av delar med komplexa strukturer och säkerställa dimensionell konsistens och prestandastabilitet hos delar, som är en av de viktigaste stödteknologierna för storskalig produktion av robotindustrin.

P&M Robot Part Injection Molding Introduktion
A 、 Kärnegenskaper för robotdelinjektionsmålning
1. Ultrahög precisionsgjutning
Robotdelar (såsom gemensamma växellådor, precisionskontakter) har extremt höga krav för dimensionell noggrannhet, vanligtvis kräver en tolerans på ± 0,005 mm, och vissa kärndelar kräver till och med mikronivå noggrannhet. During the injection molding process, it is necessary to ensure that the parts can accurately match the robot assembly tolerance after molding through high-precision mold manufacturing (using H13 hot work mold steel, processed by a five-axis machining center, with mold cavity accuracy up to ±0.002mm), closed-loop control injection molding machines (real-time monitoring of injection pressure, speed and temperature, with fluctuation range controlled within ±1%) and online Dimensionell inspektion (med hjälp av mätare med laserdiameter och koordinatmätmaskiner till återkopplingsdimensionella avvikelser i realtid), för att undvika robotoperation som fastnar eller placeras fel orsakade av otillräcklig delprecision.
2. Integrerad formning av komplexa strukturer
Robotdelar involverar ofta komplexa strukturella mönster, såsom anslutningsbaser med flera uppsättningar av spännen, överföringshus med inbyggda förstärkande revben, sensorfästen med specialformade hål, etc. Injektionsprocessen kan inse den integrerade formningen av dessa komplexa strukturer genom multikavitet eller sammansatt mögeldesign: till exempel, robotfogen (minskar 30%-50%av deltyper jämfört med traditionella skarvningsprocesser), men undviker också strukturella svaga punkter orsakade av skarvningsgap, förbättrar den totala styvheten hos delar (böjstyrkan ökade med mer än 20%) och minskar komplexiteten och kostnaden för robotmontering.
3. Exakt matchning av materialegenskaper
Robotarbetsmiljöer är olika (såsom hög temperatur oljeföroreningar i industriella workshops, växling med hög och låg temperatur i utomhusscenarier, sterila krav i medicinska scenarier), och olika delar behöver anpassa sig till specifika materialegenskaper: överföringsdelar behöver hög slitmotstånd (såsom PA66-material med glasfiber tillagd, slithastighet mindre än 0,001 mm³/(n ・ m); Utomhusrobothöljen behöver UV-åldrande motstånd (såsom PC/ABS-legering med anti-UV-medel tillagd, slaghållningshastighet når mer än 85% efter 1000 timmars UV-bestrålning); Medicinska robotdelar behöver biokompatibilitet (som Peek-material med medicinskt klass, som uppfyller ISO 10993 Biokompatibilitetsstandard). Injektionsprocessen kan exakt matcha prestandakraven för olika robotdelar genom materialmodifiering och formeljustering, vilket säkerställer att delar går stabilt under lång tid under specifika arbetsförhållanden.
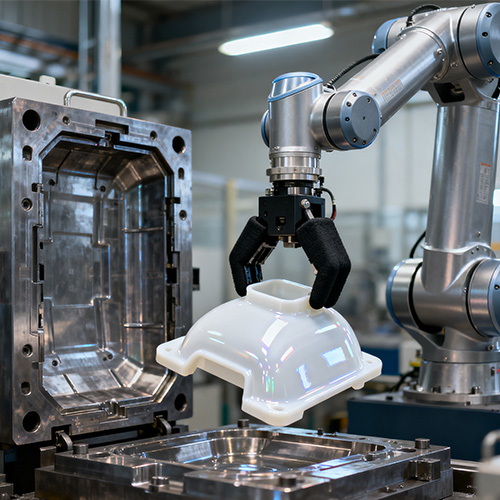
B 、 Produktionsprocess av robotdelsprutning
1. Delkravanalys och mögeldesign
För det första är det nödvändigt att djupt analysera de tekniska kraven i robotdelar: klargöra funktionell positionering av delen i roboten (såsom lastbärande, överföring, tätning), arbetsmiljöparametrar (temperaturintervall, medelkontakt, belastningsstyrka), monteringsolerans (ge detaljerade 2D/3D-ritningar, markering av nyckeldimensioner och geometriska toleranser) och utskrift (DEALITIONER (Bestämning av mallen och livslängd och livslängd). Based on the requirements, CAD/CAE software (such as SolidWorks, Moldflow) is used for mold design: the cavity and core need to reserve plastic shrinkage (such as 2.0%-2.5% for POM materials), and mold flow analysis is carried out to simulate the plastic filling process, optimize the gate position (avoid bubbles and shrinkage marks) and cooling water circuit layout (ensure uniform cooling of parts, with deformation controlled within 0.01mm); För precisionstransmissionsdelar måste positioneringsstift och vägledningsstrukturer ställas in i formen för att säkerställa att koaxialiteten hos viktiga hål efter delgjutning är ≤0,003mm.
2. Högt precision mögeltillverkning
Mögelmaterial väljs enligt delprecision och utgång: kärnhålrummet och kärnanvändningen H13 eller S136 mögelstål (H13 har stark slitmotstånd, lämplig för massproduktion; S136 har utmärkt korrosionsbeständighet, lämplig för transparent delar eller delar med höga ytbehov), och mallen använder P20 förhandlad stål. Bearbetningsprocessen kräver flera precisionsprocesser: Använd först ett fem-axligt bearbetningscenter för grovt och halvfinkande av kaviteten för att säkerställa formen och positionstoleransen ≤0,005mm; Använd sedan elektrisk urladdningsbearbetning (EDM) för att avsluta den komplexa hålrummet eller den smala gapstrukturen, med ytråhet styrd vid RA≤0,4μm; Slutligen, utför spegelpolering (med diamantslipningspasta, precision upp till RA≤0,012μm) och mögenhet. Efter montering används en laserinterferometer för att detektera mögelparallelliteten och koaxialiteten för att säkerställa att den övergripande mögelprecisionen uppfyller delproduktionskraven.
3. Injektionsproduktion och processoptimering
Injektionsparametrar ställs in enligt de materiella egenskaperna hos delen: till exempel, när man producerar robotfogar (med användning av PA66 + 30% glasfiber), kontrolleras injektionstemperaturen vid 260-280 ℃, injektionstryck vid 80-100MPA, håller tiden vid 15-20-talet och kyltid vid 25-30-talet; När du producerar sensorhus (med PC-material) är injektionstemperaturen 280-300 ℃, injektionstryck vid 90-110MPA för att undvika intern spänning som får huset att spricka. During the production process, the industrial Internet of Things (IIoT) system is used to collect injection molding machine parameters (temperature, pressure, time) and part size data in real time, and establish a correlation model between process parameters and part quality: when the part size deviation is detected to exceed 0.003mm, the system automatically adjusts the injection speed or holding pressure to realize the dynamic optimization of process parameters, ensuring that the part qualification rate is stable above 99,5%.
4. Del efterbehandling och inspektion
Delarna efter injektionsmålning behöver riktad efterbehandling: För transmissionsväxlar krävs deburering (med ultraljudsutrustning för att avlägsna grind- och avskedningsburrs, med precision upp till 0,001 mm) och ythärdande behandling (såsom nitreringsbehandling, ythårdhet ökade till ovanför HV800 för att förbättra slitmotståndet); För sensorhus krävs ytbeläggning (såsom vakuumsputningsbeläggning för att förbättra husets repmotstånd och elektromagnetisk skärmningseffekt). Inspektionslänken antar en kombination av "100% inspektion + provtagningsinspektion": nyckeldimensioner (såsom växelmodul, hålavstånd) inspekteras fullt ut med en helt automatisk koordinatmätningsmaskin för att säkerställa att varje del uppfyller precisionskraven; Mekaniska egenskaper (såsom draghållfasthet, slaghållfasthet) samplas av batch (5-10 stycken per sats) och verifieras av en universell testmaskin och påverkan testmaskin; Miljöanpassningsförmåga (såsom hög och låg temperaturmotstånd, åldrande motstånd) simuleras och testas av en hög och låg temperaturkammare och åldrande testkammare för att säkerställa att delarna kan anpassa sig till robotens arbetsmiljö.
P&M Robot Part Injection Molding (Specification)
|
Formnamn |
Robotdelsprutning |
|
Vi lovar |
Alla kundcentriska, aldrig för kortsiktig vinst och säljer långsiktiga förmåner |
|
Vi producerar |
Mögel, prototyp, formsprutning, produktmontering, yttryck, sprutning av ytintegrationen |
|
Pls tillhandahålla |
2D, 3D, prover eller storleken på multi-vinkelbilderna |
|
Mögeltid |
Cirka 25 arbetsdagar |
|
Produkttid |
7-15 dagar |
|
Modeprecision |
± 0,1 mm |
|
Mögelliv |
50-100 miljoner skott |
|
Producerande process |
Revisionsteckningar - Mögelflödesanalys - Designvalidering - Anpassade material - Mögelbehandling - Kärnbehandling - Elektrodbearbetning - Runner Systembehandling - Delarbehandling och upphandling - Mearbetning av acceptans - Kavitetsytbehandlingsprocess - Komplexläge Die - Hela mögelytans beläggning - Monteringsplatta - Mögelprov - Provtest - Sändande prover |
|
Mögelhålrum |
Ett hålrum, multikavitet eller samma olika produkter görs tillsammans |
|
Mögelmaterial |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Runnsystem |
Het löpare och kalllöpare |
|
Basmaterial |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Avsluta |
Pitting av ordet, spegelfinish, matt yta, striae |
|
Standard |
Hasco, DME eller beroende av |
|
Huvudteknik |
Fräsning, slipning, CNC, EDM, trådskärning, snidning, EDM, svarvar, ytfinish, etc. |
|
Programvara |
CAD, PRO-E, UG Designtid: 1-3 dagar (normala omständigheter) |
|
Produktmaterial |
Råmaterial av matkvalitet plast |
|
Ursprung |
Gjord i Kina |

Anpassningsprocess








Fabrik och om oss
Ningbo Plastic Metal Product Co., Ltd (P&M) ligger i Yuyao, den så kallade mögelstaden, plastriket, i den södra spetsen av Hangzhou Bay Bridge, norr om Shanghai, öster om Ningbo-hamnen, snäv dubbellinje av State Road 329 på land, hav och luftspår till ett nätverk för att underlätta transport.
Genom den rikliga tekniska styrkan, vetenskapliga hanteringsmetoder och god efterförsäljningstjänst, produkt som är djupt betrodda och välkomna av kunder från hela världen. P&M har ett förbättrat system för utveckling och produktion för att uppnå mögeldesign, tillverkning av plastprodukter och automatisk produktion. Våra huvudprodukter är design och tillverkning av plastform, plastprodukt, metallprodukt. 90% produkter från vårt företag exporteras till Amerika, Europa, Tyskland, Japan, Australien, etc. Under många år har företaget varit engagerat i forskning om råvaror. Företaget har sitt eget varumärke och dussintals patent, vilket ger bekvämare teknisk support för mögelframställning och produktproduktion. P&M startade inhemsk verksamhet från 2008, med namnet Shundi Mold Factory. Och öppnade den internationella marknaden från 2014. Vi följer alltid första och tidsprinciperna först och tiden. När du ger kunderna produkter av högsta kvalitet, försök att maximera produktionseffektiviteten och förkorta produktionstiden. Vi är stolta över att berätta för alla kunder att vårt företag inte har tappat någon kund sedan dess etablering. Om det finns problem med produkten kommer vi att söka en lösning aktivt och ta ansvar till slutet.
P&M följer marknadsorienterade till livets quanlity och fokus på kvalitetstjänst och kontinuerlig utveckling av nya produkter, fast beslutna att skapa en bättre företagsbild, och våra vänner hemma och utomlands för att bära ett brett utbyte av affärsutbyten och samarbete, skapa lysande.






Förpackning
Förpackning enligt dina behov
1. Med flyg tar det 3-7 dagar för leverans.
Varorna kan skickas av DHL, FedEx, UPS.
2. Till sjöss är leveranstiden baserad på din hamn.
Till Sydostasiatiska länder tar cirka 5-12 dagar.
Till Länder i Mellanöstern tar cirka 18-25 dagar.
Till europeiska länder tar cirka 20-28 dagar.
Till amerikanska länder tar cirka 28-35 dagar.
Till Australien tar cirka 10-15 dagar.
Till afrikanska länder tar cirka 30-35 dagar.
P & M -cykeldelar, centrerade kring barn, balanserar säkerhet, hälsa och roligt och syftar till att lägga till en ljus färg till barns vackra barndom. Vi ser fram emot att arbeta tillsammans med dig för att tjäna våra barn.
Vägen för ett barns tillväxt är belagd med tegel och plattor.


Vanliga frågor
1. Vem är vi?
Vi är baserade i Zhejiang, Kina, startar från 2014, säljer till Nordamerika (30,00%), södra Europa (10,00%), norra Europa (10,00%), Centralamerika (10,00%), Västeuropa (10,00%), Mellanöstern (10,00%), Östeuropa (10,00%), Sydamerika (10,00%). Det finns totalt cirka 51-100 personer på vårt kontor.
2. Hur kan vi garantera kvalitet?
Alltid ett förproduktionsprov före massproduktion;
Alltid slutlig inspektion före leverans;
3. Vad kan du köpa från oss?
Mögel, plastprodukt, metallprodukt, tandprodukt, CNC -bearbetning.
4. Varför ska du köpa från oss inte från andra leverantörer?
Vi gör alla typer av 3D -design, 3D -tryckning och plastmetallformar verktyg och produkter. Vi har vår egen ingenjör och fabrik. One -Stop -leverans: 3D -design - 3D -utskrift - Mögelframställning - plastinjektion.
5. Vilka tjänster kan vi tillhandahålla?
Accepterade leveransvillkor: FOB, CFR, CIF, EXW, FCA, DDP, DDU;
Accepterad betalningsvaluta: USD, EUR;
Accepterad betalningstyp: T/T, L/C, PayPal, Western Union, Escrow;
Språk talat: Engelska, kinesiska, spanska, franska, ryska.
6. Vad är egenskaperna för din tjänst?
1. Din förfrågan relaterad till våra produkter eller priser kommer att besvaras inom 24 timmar.
2. Välutbildade och erfarna staber för att svara på alla dina förfrågningar på flytande engelska.
3. Erbjuder stöd för att lösa problemet i applikationen eller försäljningsperioden.
4. Konkurrenskraftiga priser baserade på samma kvalitet.
5. Garantera prover Kvalitet Samma som massproduktionskvalitet.
Hot Tags: Robotdelinsprutning, Kina, tillverkare, leverantör, fabrik, anpassad, grossist, köp, kvalitet, senaste försäljning, tillverkad i Kina
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








