

Produkt
- Kärnanpassningstjänst
- Hälso- och sjukvård
- Elektroniska apparater och instrument
- Formar för mödrar och barn
- Fritidsidrott
- Heminredning Art
- Biltillbehör
- Transport och lager
- Belysningsarmaturer
- Byggutrustning
- Förpackningsprodukt
- Utbildning & Laboratorier
- Kläder Bagagetillbehör
- Skötsel och rengöringsprodukter
- Jord- & Skogsbruk
- Mekanisk utrustning
- Tillbehör för husdjur
- Köksutrustning







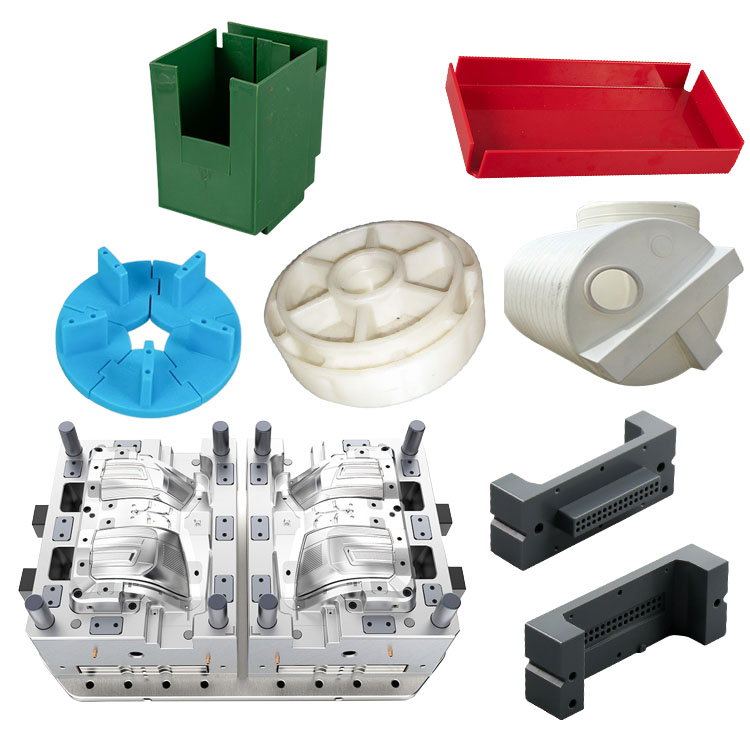
Anpassad plast PP ABS delar gjutning
Ningbo (P&M) Plastic Metal Products Co., Ltd. har 17 år av formtillverkningsteknik och kan skräddarsy anpassade plastdelar. Vi tillhandahåller professionella skräddarsydda gjutningstjänster för plastdelar, och vi är en professionell tillverkare av gjutning av plastdelar. Vi har tillräcklig erfarenhet av val av produktråvaror och formmaterial. I processen med att anpassa anpassade plastdetaljer kan vår fabrik tillhandahålla one-stop service. We have design and production capabilities related to custom plastic parts moulding, such as: CAD design, mold manufacturing, injection molding, plastic product production, assembly and other technologies.
Skicka förfrågan
Produktbeskrivning
Dessutom har vårt företag etablerat samarbetsrelationer med plastråvaruleverantörer, tryckeritillverkare etc. för att säkerställa tillgången på råvaror och tryckkvaliteten. Genom vår rika erfarenhet och perfekta försörjningskedja kan vårt företag förse kunder med högkvalitativa skräddarsydda anpassade plastdetaljer för att möta deras specifika behov. Samtidigt har vi 10 års professionell erfarenhet av utrikeshandelstjänster, förstår utrikeshandelsprocessen och bättre betjänar våra kunder. För skräddarsydda plastdetaljer kan vi tillverka motsvarande plastdelar, vilket huvudsakligen görs genom formsprutningsformar.




Nedan finns en praktisk, omfattande guide till viktiga överväganden för skräddarsydd plasttillverkning – sammanställd direkt från erfarenhet från fabriken. Fri från jargong och ludd täcker den de kritiska punkter som du oundvikligen kommer att stöta på under formutveckling, prototypframställning och massproduktion. Läs igenom den i tur och ordning, så kommer du att vara väl rustad för att undvika vanliga fallgropar.
**Kärnproblem att lösa i anpassade plastdelar**
**Jag. Materialval (den avgörande faktorn för produktframgång eller misslyckande)**
**Funktionen dikterar material:** Basera inte ditt val enbart på kostnad.
* **Estetiska/exteriöra delar:** ABS, PC/ABS, PC
* **Högtemperatur/strukturdelar:** PA6, PA66+GF (glasfiber), PBT
* **Lågkostnadsdelar för allmänt bruk:** PP
* **Soft-Touch/övergjutna delar:** TPE, TPR
**Felaktigt materialval leder till:** Sprödhet/sprickbildning, deformation, dålig värmebeständighet, monteringsfel eller underlåtenhet att klara produkttestning.
**Kräver materialet modifiering?**
* Tillsatser som glasfiber, talkpulver, flamskyddsmedel, UV-stabilisatorer, lågtemperaturmodifierare, livsmedelsklassade föreningar eller antistatiska medel.
* **Varning:** Om dessa krav inte är specificerade i förväg, är att byta material senare i princip lika med att göra om formen från grunden.
**Vattenabsorption och torkningskrav**
* **Måste torkas:** PA, PC, ABS.
* **Ingen torkning krävs:** PP, PE.
* **Underlåtenhet att torka leder till:** Bubblor, silverränder och minskad materialstyrka.
**II. Strukturell design (där 90 % av fallgroparna uppstår)**
**Väggtjockleken måste vara enhetlig**
* ** Plötsliga förändringar i tjocklek leder till:** sjunkmärken, bubblor, skevhet och deformation.
* **Revbenstjocklek:** I allmänhet bör tjockleken på förstärkningsribbor inte överstiga 0,6 till 0,7 gånger tjockleken på huvudväggen.
**Inkludera alltid dragvinklar (avsmalnande)**
* **Minst:** 0,5° till 1°. Djupare håligheter och strukturerade ytor kräver större vinklar.
* **Ingen dragvinkel =** Dragmärken/repor, stressblekning (ejektormärken), delar som fastnar i formen eller skrotade delar.
**Undvik skarpa hörn och skarpa vinklar**
* **Varpa hörn skapar spänningskoncentrationspunkter:** Delen blir benägen att spricka vid stötar (t.ex. om den tappas).
* **Inre hörn:** Bör ha en minsta radie (R) på 0,3 till 1 mm; för estetiska/exteriöra delar rekommenderas R ≥ 1 mm.
**Se till korrekt placering av hål, bossar och snäpppassningar**
* **Screw Bosses:** Om de är för höga kräver de förstärkande ribbor.
* **Snap-Fits:** Om underskärningen är för djup blir det svårt att kasta ut.
* **Hål:** Om det placeras för nära kanten är materialet benäget att spricka.
* **Varning:** Om den strukturella designen är felaktig kommer inte ens den dyraste formen att producera en kvalitetsdel.
**Minimera underskärningar, skjutreglage och lyftare**
* **Ju mer komplexa dessa funktioner är:** Ju dyrare formen blir, desto längre tid tar produktionscykeln, och desto lägre tenderar avkastningen att vara.
* **Förenkla när det är möjligt:** Annars kan dina verktygskostnader lätt fördubblas. III. Mögelrelaterade frågor (fastställande av kvalitet och kostnad)
Formlivslängd och stålval
Prototypframställning / Small-Batch Production: Aluminiumformar, enkla formar
Storskalig massproduktion: 718H, P20, S136 stål
Dålig formstålkvalitet leder till: alltför stora grader på produkter, dimensionell instabilitet och en kort formlivslängd.
Antal hålrum (antal hålrum)
Ju högre kavitetsantal, desto lägre enhetspris per del; emellertid ökar formtillverkningskostnaden.
För små beställningar, välj inte blint för formar med flera hålrum, eftersom detta resulterar i bortkastade utgifter.
Portens placering och storlek
Felaktig grinddesign kan leda till:
Exponerade fibrer (fiberflottör), svetslinjer, sjunkmärken, flytmärken och korta skott (ofullständig fyllning).
För kosmetiska delar måste portens placering döljas.
Kylkanaldesign (är den optimerad?)
Dåliga kylkanaler → Ojämn kylning → Kraftig skevhet och deformation.
Detta är en kritisk faktor för kosmetiska delar och komponenter med stränga dimensionskrav.
Ventilation (räcker det?)
Dålig ventilation → Brännmärken, korta skott, instängd luft och svaga svetslinjer.
Avluftning är obligatorisk för djupa ribbor, återvändsgränder och konvergenspunkter för materialflöde.
IV. Problem med formsprutning (påverkar utseende och styrka)
Matchning av temperatur, tryck och hastighet
För hög temperatur: Materialnedbrytning, missfärgning, sprödhet
För låg temperatur: Korta skott, kalla flödeslinjer, framträdande svetslinjer
Hålltryckstid kontra kyltid
Otillräckligt hålltryck: Sänkmärken, underdimensionerade mått
Otillräcklig kylning: Utstötningsdeformation, delar förblir mjuka
Särskilda hänsyn till glasfiberförstärkta material
PA+GF (Nylon) och PP+GF är benägna att: Exponerade fibrer, skevhet och accelererat mögelslitage.
Om bearbetningsparametrarna är felaktiga kan den kosmetiska kvaliteten vara helt förstörd.
V. Dimensions- och krympningsproblem (den vanligaste fallgropen)
All plast uppvisar krympning
ABS: 0,4 % – 0,7 %
PP: 1,5 % – 2,5 %
PA+GF: 0,3 % – 0,8 %
Om formens dimensioner inte tar hänsyn till krympning → Färdiga delar kommer att vara underdimensionerade och inte passa under monteringen.
Monteringstoleranser måste reserveras
Typiska spelrum för husenheter sträcker sig från 0,1 mm till 0,3 mm.
Underlåtenhet att reservera detta utrymme resulterar i: Passningar som är för täta (förhindrar montering) eller passningar som är för lösa (skapar för stora mellanrum). VI. Utseende och ytfinishproblem
Synliga ytor måste vara fria från sjunkmärken, flödeslinjer, grader och ejektorstiftsmärken.
Dessa är strukturella eller bearbetningsfel som är extremt svåra att reparera efter tillverkning.
Ange ytfinish i förväg
Målning, screentryck, lasergravering, galvanisering, texturering, matt finish, högglansfinish.
Olika processer ställer olika krav på formen; underlåtenhet att specificera dessa i förväg kommer att resultera i omarbetning.
Färgskillnadskontroll
Färgvariationer kan förekomma mellan olika produktionssatser eller olika maskiner.
För massproduktion, behåll referensprover och lås in den specifika färgförråd som används.
VII. Stabilitetsproblem för massproduktion
Första artikelinspektion (FA) är obligatorisk.
Mått, utseende, monteringspassning och strukturell styrka måste alla verifieras.
Uppskattning av avkastning
För produkter med komplexa strukturer eller höga estetiska krav kan avkastningsgraden vara så låg som 70 %–80 %.
Den förväntade defektfrekvensen måste beaktas i offerten.
Konsistens batch-till-batch
Dålig formprecision leder till dimensionella inkonsekvenser mellan satser, vilket kan göra att delar inte kan monteras.
VIII. Kostnads- och ledtidsfrågor
Jämför inte enhetspriser isolerat; överväga den totala kostnaden.
Formkostnader + Formsprutningsavgifter + Efterbearbetning + Frakt + Förluster på grund av defekter.
Lågpriserbjudanden döljer ofta dolda fällor som medför extra kostnader senare i processen.
Prototypframställning ≠ Massproduktion
En prototyp kan se bra ut, men massproduktionsstabilitet är inte garanterad; formstrukturen är den kritiska faktorn.
Schema för ledtid
Formtillverkning: Normalt 12–25 dagar.
Prototyp/provtagning: 3–7 dagar.
Massproduktion: 5–15 dagar.
Rushbeställningar kräver förhandskommunikation och arrangemang.
IX. Testnings- och efterlevnadsproblem (särskilt för produktlansering)
Styrketester (falltester, kompressionstester)
Cykling med hög/låg temperatur
Flamskyddsklasser (obligatoriskt för elektriska produkter)
VOC / Lukttestning (för bil- och inomhusprodukter)
RoHS/REACH-efterlevnad (obligatorisk för exportprodukter)
Underlåtenhet att utföra nödvändiga tester kan förhindra att produkten skickas.
Vi är en tillverkare av anpassade plastdelar, som tillhandahåller högkvalitativ tillverkning av anpassade plastdelar. Så länge du vill skräddarsy/utveckla skräddarsydda plastdetaljer, kan du hitta oss. Vi har professionell formsprutningsdesign och mogen tillverkningsteknik, vilket ger dig one-stop-service, från produktdesign-formtillverkning-produktproduktion-produktförpackning-produkttransport, vi kan hjälpa dig i varje länk. Så länge du kommer till oss kommer vi att ge dig den ultimata servicen och tillfredsställa dig vad gäller produktkvalitet, produktionstid, informationsdialog m.m.
|
Produktnamn |
Löpbandsgjutning |
|
Vänligen ge |
2D, 3D, prover eller storleken på flervinkelbilderna |
|
Mögeltid |
20-35 dagar |
|
Produkttid |
7-15 dagar |
|
Formprecision |
+/-0,01 mm |
|
Mögelliv |
50-100 miljoner skott |
|
Produktionsprocess |
Revisionsritningar - mögelflödesanalys - designvalidering - Anpassade material - formbearbetning - kärnbearbetning - elektrodbearbetning - Löparsystem bearbetning - bearbetning av delar och anskaffning - bearbetning acceptans - kavitet ytbehandlingsprocess - komplext läge Die - Hela formytbeläggning - Monteringsplatta - formprov - provprov - sändning prover |
|
Mögelhålighet |
Ett hålrum, flera hålrum eller samma olika produkter tillverkas tillsammans |
|
Formmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Löparsystem |
Varmlöpare och kalllöpare |
|
Basmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Avsluta |
Pitting ordet, spegelfinish, matt yta, striae |
|
Standard |
HASCO, DME eller beroende av |
|
Huvudteknik |
Fräsning, slipning, CNC, EDM, tråd skärning, snidning, EDM, svarvar, ytfinish, etc. |
|
Programvara |
CAD,PRO-E,UG Designtid: 1-3 dagar (normala omständigheter) |
|
Produktmaterial |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Kvalitetssystem |
ISO9001:2008 |
|
Bestäm tid |
20 dagar |
|
Utrustning |
CNC, EDM, avskärning Maskin, plastmaskiner, etc plast resväska form zhe jiang |


Tillverkning av plastsprutform

Specifikationer för plastgjutning

Formdesign:




Transaktionsprocess:

Mögeltestning:


Produktförpackning

Fabrik
Vi är anpassad plastformfabrik. Vår fabrik är formsprutningstillverkare av plast. vi har 17 års erfarenhet av professionell anpassad plastform och 10 års erfarenhet av utrikeshandel. Vi är leverantör av anpassad plastform. Vi kan tillhandahålla skräddarsydd plastformservice. Vår fabrik kan tillverka de formsprutade plastdelarna, och kvaliteten på produkterna kommer att tillfredsställa dig.
Vi har mer än 50 avancerade maskiner och hundratals ingenjörer och designers. Vi kan tillhandahålla one-stop service, från produktdesign - formtillverkning - produktproduktion - produktförpackning - transport. Vi har en komplett produktionskedja. Vi kan uppfylla alla dina krav.
Tjänster vi tillhandahåller:
Professionell anpassad formservice, plastformdesign och tillverkning av plastprodukter, produktdesign, formdesign, anpassning av blåsform, anpassning av rotationsform, anpassning av formgjutning. 3D-utskriftstjänster, CNC-tillverkningstjänster, produktförpackningar, skräddarsydda förpackningar, frakttjänster.










Vi följer alltid principerna om kvalitet först och tid först. Samtidigt som du förser kunderna med produkter av högsta kvalitet, försök att maximera produktionseffektiviteten och förkorta produktionstiden. Vi är stolta över att kunna berätta för varje kund att vårt företag inte har förlorat någon kund sedan starten. Om det finns ett problem med produkten kommer vi aktivt att söka en lösning och ta ansvar till slutet.

FAQ
F1: Är du handelsföretag eller tillverkare?
A: Vi är tillverkare.
Q2. När kan jag få offerten?
S: Vi citerar vanligtvis inom 2 dagar efter att vi fått din förfrågan.
Om du är mycket brådskande, vänligen ring oss eller berätta i din e-post så att vi kan lämna offert åt dig först.
Q3. Hur lång är ledtiden för mögel?
S: Allt beror på produkternas storlek och komplexitet. Normalt är ledtiden 25 dagar.
Q4. Jag har ingen 3D-ritning, hur ska jag starta det nya projektet?
S: Du kan ge oss ett formprov, vi hjälper dig att avsluta 3D-ritningsdesignen.
F5. Innan leverans, hur säkerställer man att produktens kvalitet är?
S: Om du inte kommer till vår fabrik och inte heller har den tredje parten för inspektion, kommer vi att vara din inspektionsarbetare.
Vi kommer att tillhandahålla dig en video för produktionsprocessdetaljer, inklusive processrapport, produktstorleksstruktur och ytdetalj, packningsdetalj och så vidare.
F6. Vad är dina betalningsvillkor?
S: Mögelbetalning: 40 % deposition av T/T i förskott, 30 % andra mögelbetalning innan de första proverna skickas ut, 30 % mögelsaldo efter att du har godkänt de slutliga proverna.
B: Produktionsbetalning: 50% deposition i förskott, 50% innan slutvarorna skickas ut.
F7: Hur gör du vår verksamhet långsiktig och god relation?
A:1. Vi håller god kvalitet och konkurrenskraftigt pris för att säkerställa att våra kunder drar nytta av produkter av bästa kvalitet.
2. Vi respekterar varje kund som vår vän och vi gör uppriktigt affärer och blir vänner med dem, oavsett var de kommer ifrån.
Hot Tags: Anpassad plast PP ABS delar gjutning, Kina, Tillverkare, Leverantör, Fabrik, Anpassad, Partihandel, Köp, Kvalitet, Senast såld, Tillverkad i Kina
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








