

Produkt
- Kärnanpassningstjänst
- Hälso- och sjukvård
- Elektroniska apparater och instrument
- Formar för mödrar och barn
- Fritidsidrott
- Heminredning Art
- Biltillbehör
- Transport och lager
- Belysningsarmaturer
- Byggutrustning
- Förpackningsprodukt
- Utbildning & Laboratorier
- Kläder Bagagetillbehör
- Skötsel och rengöringsprodukter
- Jord- & Skogsbruk
- Mekanisk utrustning
- Tillbehör för husdjur
- Köksutrustning










Provningstjänst för formsprutning
För Platic Injection Molding Model har Ningbo (P&M) Plastic Metal Products Co., Ltd. 18 år av formtillverkningsteknik och 10 års erfarenhet av export. Vi tillhandahåller professionella skräddarsydda formtjänster och är en professionell plastformtillverkare. Vi kan använda formsprutning, formblåsning, formgjutning och rotationsgjutning.
Skicka förfrågan
Produktbeskrivning
Provningstjänst för formsprutning är ett specialverktyg som används i plastformsprutningsprocessen. Enligt designformen och storleken på plastprodukter, genom en specifik strukturell design, tillåter det smält plastmaterial att fylla formhåligheten under trycket från en formsprutningsmaskin. Efter provningstjänsten för formsprutning bildas plastprodukter som överensstämmer med formen på formhåligheten. Kort sagt, det är kärnutrustningen för massproduktion av plastprodukter, som bestämmer precisionen, utseendet och prestandan för testtjänsten för formsprutning.
Provningstjänst för formsprutning Introduktion
A, Klassificering av testtjänst för formsprutning
1. Klassificering efter mögelstruktur
(1)Tvåplåtsform
Formen med två plattor är en av de enklaste i struktur och mest använda typerna i formsprutningsmodeller av plast. Dess formstruktur består huvudsakligen av två delar: den fasta formen och den rörliga formen. Grindsystemet är vanligtvis anordnat på den fasta formsidan, och formhålrummen är placerade på den fasta formen respektive den rörliga formen. När formen är stängd passar den fasta formen och den rörliga formen tätt, och smält plast sprutas in i kaviteten genom grindsystemet; när formen öppnas, rör sig den rörliga formen med formsprutningsmaskinen, plastprodukten separeras från den fasta formen tillsammans med den rörliga formen, och sedan kastas produkten ut från den rörliga formen genom utmatningsmekanismen. Tvåplåtsformar är lämpliga för plastprodukter med enkel struktur och låga krav på måttnoggrannhet, såsom plastlådor och koppar i dagliga behov.
(2) Treplåtsform
Treplåtsformen lägger till en inloppsplatta (även kallad grindplatta) på basis av tvåplåtsformen, så hela formen är sammansatt av tre delar: den fasta formens basplatta, inloppsplattan och den rörliga formens basplatta. Dess största egenskap är att grindsystemet och plastprodukten kan separeras automatiskt när formen öppnas, utan efterföljande manuell trimning av grinden, vilket förbättrar produktionseffektiviteten. Grindsystemet för formen med tre plattor är anordnad mellan inloppsplattan och den fasta formen, och formhåligheten är placerad mellan den fasta formen och den rörliga formen. När formen öppnas separeras först inloppsplattan från den fasta formen, och kondensatet från portsystemet lämnas på inloppsplattans sida; när formen öppnas ytterligare separeras den fasta formen från den rörliga formen, plastprodukten rör sig med den rörliga formen, och slutligen kastas produkten ut av utstötningsmekanismen. Treplåtsformar är lämpliga för scenarier som kräver stiftmatning och har höga krav på produktens utseende, såsom elektroniska produkthöljen och precisionsdelar.
2. Klassificering efter plastproduktproduktion
(1)Singelhålighetsform
En gjutform med en hålighet har endast en gjutform, och endast en plastprodukt kan tillverkas i varje formsprutningsprocess. Denna typ av form har en enkel struktur, kort design och tillverkningscykel och låg kostnad. Den är lämplig för produktion av små partier, provproduktion eller stora och komplexa plastprodukter, såsom stora omsättningslådor av plast och stötfångare till bilar. Eftersom endast en produkt produceras varje gång är tryckfördelningen i formen enhetlig, vilket bättre kan säkerställa precisionen och kvaliteten hos en enskild produkt.
(2)Multi-Cavity Mould
En form med flera kaviteter innehåller två eller flera formhåligheter, och flera plastprodukter kan produceras samtidigt i en formsprutningsprocess, vilket avsevärt kan förbättra produktionseffektiviteten och minska produktionskostnaden per enhetsprodukt. Det används ofta i massproducerade små plastprodukter, såsom plastflaskkapslar, knappar och elektroniska komponenthöljen. När du designar en form med flera kaviteter är det nödvändigt att säkerställa enhetlig matning och konsekvent kylning av varje kavitet för att säkerställa konsistensen av storleken och prestanda för alla produkter. Ett balanserat grindsystem används vanligtvis för att tillåta smält plast att fylla varje kavitet samtidigt och enhetligt.
B、 Strukturell sammansättning av testtjänst för formsprutning
1. Portsystem
Grindsystemet är en kanal som för in smält plast från formsprutningsmaskinens munstycke in i formhåligheten, huvudsakligen sammansatt av inloppet, löparen, grinden och kallsnigelbrunnen. Inloppet är den del som förbinder formsprutningsmaskinens munstycke och löparen, och dess storlek och form måste matcha munstycket för att säkerställa ett jämnt flöde av plast; löparen används för att fördela plasten i inloppet till varje hålrum; grinden är en liten kanal som förbinder löparen och kaviteten, som styr plastens insprutningshastighet och tryck, och samtidigt underlättar separationen av grindsystemet och produkten när formen öppnas; den kalla slugbrunnen används för att samla upp lågtemperaturplasten vid den främre änden under formsprutningsprocessen för att förhindra att kallt material kommer in i kaviteten och påverkar produktkvaliteten.
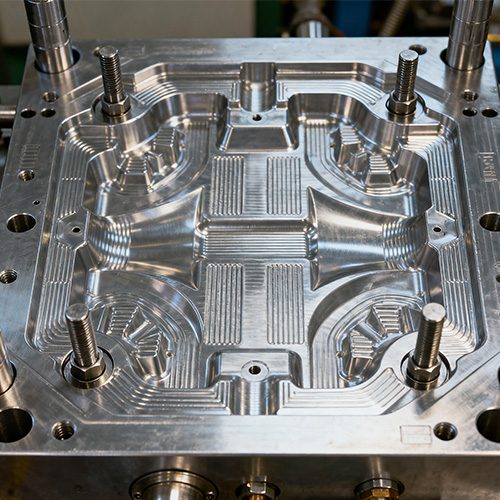
2. Formdelar
Formdelar är nyckelkomponenter som direkt kommer i kontakt med den smälta plasten och bestämmer formen och storleken på plastprodukten, främst inklusive håligheten och kärnan. Kaviteten är den del i formen som bildar den yttre ytan av plastprodukten, och dess form överensstämmer med produktens yttre kontur; kärnan är den del som utgör den inre ytan av produkten eller strukturer som hål och spår. Formdelar måste ha hög hårdhet, slitstyrka och hög temperaturbeständighet för att motstå trycket och friktionen från plastsmältan och säkerställa dimensionsstabilitet under långvarig användning. Vanliga material för att gjuta delar inkluderar formstål som P20, 718H och H13. Lämpliga material väljs i enlighet med produktens material- och precisionskrav, och motsvarande värmebehandling (som härdning och härdning) utförs för att förbättra deras prestanda.
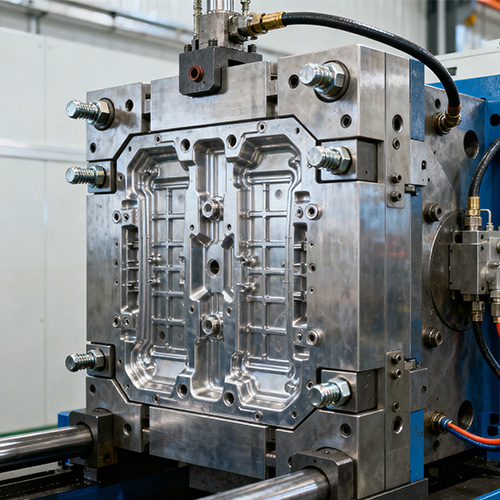
3. Styr- och positioneringsmekanism
Styrnings- och positioneringsmekanismen används för att säkerställa att den fasta formen och den rörliga formen kan justeras exakt under stängning och öppning av formen, vilket förhindrar produktstorleksavvikelse eller mögelskador på grund av felinriktning. Det omfattar främst styrpelare och styrbussningar. Vanligtvis är styrpelarna installerade på den rörliga formsidan, och styrbussningarna är installerade på den fasta formsidan. En precisionspassning (som H7/f7) har antagits mellan styrpelarna och styrbussningarna. När formen är stängd, införs styrpelarna i styrbussningarna för att ge styrning för formens rörelse; samtidigt är vissa formar även utrustade med positioneringsstift eller positioneringsblock för att ytterligare förbättra positioneringsnoggrannheten för den fasta formen och den rörliga formen, vilket är särskilt lämpligt för formar med höga krav på produktprecision.
4. Utkastningsmekanism
Utstötningsmekanismens funktion är att kasta ut den kylda och stelnade plastprodukten från formhåligheten (vanligtvis den rörliga formen) efter att formen har öppnats, så att produkten kan tas ut. Vanliga utstötningsmekanismer inkluderar ejektorstift, ejektorhylsor, ejektorplattor och ejektorblock. Ejektorstift är de mest använda utstötningskomponenterna, med en enkel struktur och enkel installation, lämplig för de flesta plastprodukter; ejektorhylsor är lämpliga för cylindriska eller ringformade produkter, vilket kan få produkten att bära enhetlig kraft och undvika deformation; ejektorplattor (även kallade utstötningsplattor) är lämpliga för stora ytor, tunnväggiga eller komplexa produkter, vilket säkerställer att produkten inte deformeras genom total utstötning; ejektorblock används för lokal utkastning av produkter med speciella former. Utstötningsmekanismens design måste baseras på produktens form, struktur och materialegenskaper för att säkerställa enhetlig utstötningskraft och rimlig utstötningsposition och undvika att skada produkten.
5. Kylsystem
Kylsystemet används för att ta bort värmen från den smälta plasten i formhålan, så att plasten kan kylas och stelna snabbt, förkortar formningscykeln, förbättrar produktionseffektiviteten och säkerställer samtidigt plastproduktens dimensionella noggrannhet och utseendekvalitet. Kylsystemet är vanligtvis en kylvattenkanal som öppnas på den fasta formen och den rörliga formen på formen. Vattenkanalens läge, form och storlek måste utformas efter produktens form och tjocklek för att säkerställa jämn kylning av alla delar av produkten. Generellt sett bör kylvattenkanalen vara så nära kavitetens yta som möjligt och hålla ett visst avstånd från kavitetens kontur för att undvika att påverka formhållfastheten; för tjockväggiga produkter är det nödvändigt att på lämpligt sätt öka antalet vattenkanaler eller förlänga kylningstiden för att säkerställa tillräcklig kylning inuti produkten; för tunnväggiga produkter kan avståndet mellan vattenkanalerna reduceras på lämpligt sätt för att påskynda kylningshastigheten. Kylmediet använder vanligtvis vatten, och i vissa fall används även andra medier som olja.
C、 Design nyckelpunkter för plastformsprutningsmodell
1. Produktstrukturanalys
Innan formkonstruktionen är det nödvändigt att utföra en detaljerad analys av plastproduktens struktur, inklusive strukturella egenskaper som form, storlek, väggtjocklek, filé, hål och spår i produkten. För det första bör produktens väggtjocklek vara enhetlig för att undvika alltför stora skillnader i väggtjocklek, eftersom ojämn väggtjocklek kommer att leda till inkonsekventa plastiska kylningshastigheter, generera inre spänningar och sedan orsaka defekter som produktdeformation och krympningshåligheter; för det andra bör rimliga filéer placeras i hörnen av produkten, vilket inte bara kan undvika stresskoncentration och förbättra produktens styrka, utan också underlätta plastflöde och mögelbearbetning; Dessutom, för hålen och spåren på produkten, måste deras position, storlek och djup beaktas för att säkerställa att formen kan formas smidigt och samtidigt underlätta efterföljande utkastning och borttagning.
2. Materialvalsanpassning
Valet av formmaterial måste vara förenligt med plastproduktens materialegenskaper. Om plastprodukten använder ett material med stark korrosion (som PVC), bör formgjutningsdelarna välja formstål med god korrosionsbeständighet (som H13) och genomgå ytbehandling (som kromplätering) för att förhindra att formen korroderas; om plastprodukten kräver hög ytfinish (som genomskinliga plastdelar), måste formgjutningsdelarna genomgå högprecisionspoleringsbehandling och samtidigt välja material med god poleringsprestanda (som 718H); för formar som används i massproduktion bör formdelarna välja material med hög slitstyrka för att förlänga formens livslängd; för formar som används i små satser eller provgjutning kan material med lägre kostnad (som P20) väljas för att minska produktionskostnaderna.
3. Matchning av processparametrar
Formdesign måste fullt ut överväga formsprutningsprocessparametrar, såsom injektionstryck, injektionshastighet, formtemperatur, kyltid etc., för att säkerställa att formstrukturen kan anpassa sig till kraven för dessa processparametrar.
Provningstjänst för formsprutning (specifikation)
|
Formens namn |
Provningstjänst för formsprutning |
|
Vi lovar |
Allt kundcentrerat, aldrig för kortsiktig vinst, och sälj långsiktiga fördelar |
|
Vi producerar |
Form, prototyp, formsprutning, produktmontering, yttryck, sprutning av ytintegrering |
|
Pls ge |
2D, 3D, prover eller storleken på flervinklarna bilder |
|
Mögeltid |
Cirka 25 arbetsdagar |
|
Produkttid |
7-15 dagar |
|
Modeprecision |
±0,1 mm |
|
Mögelliv |
50-100 miljoner skott |
|
Produktionsprocess |
Revisionsritningar - formflödesanalys - designvalidering - Anpassade material - formbearbetning - kärnbearbetning - elektrodbearbetning - Bearbetning av löparsystem - bearbetning och inköp av delar - bearbetningsacceptans - process för hålighetsbehandling - komplext läge Form - Hela formens ytbeläggning - Monteringsplatta - formprov - provtest - skicka prover |
|
Mögelhålighet |
En kavitet, multi-cavity eller samma olika produkter tillverkas tillsammans |
|
Formmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Löparsystem |
Varmlöpare och kalllöpare |
|
Basmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Avsluta |
Pitting ordet, spegelfinish, matt yta, striae |
|
Standard |
HASCO, DME eller beroende av |
|
Slank teknik |
Fräsning, slipning, CNC, EDM, trådskärning, snidning, EDM, svarvar, ytfinish, etc. |
|
Programvara |
CAD,PRO-E,UG Designtid: 1-3 dagar (normala omständigheter) |
|
Produktmaterial |
Livsmedelsklassade plastråvaror |
|
Ursprung |
Tillverkad i Kina |
Anpassningsprocess








Fabrik & Om USA
NingBo Plastic Metal Product Co., Ltd (P&M) är beläget i Yuyao, den så kallade Mold City, Plastic Kingdom, i södra spetsen av Hangzhou Bay Bridge, norr om Shanghai, öster om Ningbo Port, tät dubbellinje av State Road 329 på land-, sjö- och flygtrafik till ett nätverk för att underlätta transport.
Genom den rikliga tekniska styrkan, vetenskapliga ledningsmetoder och god kundservice, är produkten djupt betrodd och välkomnad av kunder från hela världen. P&M har ett förbättrat system för utveckling och produktion för att uppnå formdesign, tillverkning av plastprodukter och automatisk produktion. Våra huvudprodukter är design och tillverkning av plastform, plastprodukt, metallprodukt. 90% av produkterna från vårt företag exporteras till Amerika, Europa, Tyskland, Japan, Australien, etc. Under många år har företaget engagerat sig i forskning om råvaror. Företaget har sitt eget varumärke och dussintals patent, vilket ger mer praktisk teknisk support för formtillverkning och produktproduktion. P&M startade inhemsk verksamhet från 2008, med namnet Shundi Mold Factory. Och öppnade den internationella marknaden från 2014. Vi följer alltid principerna om kvalitet först och första gången. Samtidigt som du förser kunderna med produkter av högsta kvalitet, försök att maximera produktionseffektiviteten och förkorta produktionstiden. Vi är stolta över att kunna berätta för varje kund att vårt företag inte har förlorat någon kund sedan starten. Om det finns ett problem med produkten kommer vi aktivt att söka en lösning och ta ansvar till slutet.
P&M håller sig till marknadsorienterad till livskvantiteten och fokuserar på kvalitetsservice och kontinuerlig utveckling av nya produkter, fast beslutna att skapa en bättre företagsimage, och våra vänner hemma och utomlands för att genomföra ett brett utbud av affärsutbyten och samarbete, skapa briljant.






Förpackning
Förpackning efter dina behov
1. Med flyg tar det 3-7 dagar för leverans.
Varorna kan skickas med DHL, Fedex, UPS.
2. Till sjöss är leveranstiden baserad på din hamn.
Till sydostasiatiska länder tar det cirka 5-12 dagar.
Till länder i Mellanöstern tar det cirka 18-25 dagar.
Till europeiska länder tar det cirka 20-28 dagar.
Till amerikanska länder tar det cirka 28-35 dagar.
Till Australien tar det cirka 10-15 dagar.
Till afrikanska länder tar det cirka 30-35 dagar.
P&M Bike delar, centrerade kring barn, balanserar säkerhet, hälsa och nöje, i syfte att lägga till en ljus färg till barns vackra barndom. Vi ser fram emot att arbeta tillsammans med dig för att tjäna våra barn.
Vägen för ett barns tillväxt är belagd med tegel och kakel.


FAQ
1. Vilka är vi?
Vi är baserade i Zhejiang, Kina, startar från 2014, säljer till Nordamerika (30,00%), södra Europa (10,00%), norra Europa (10,00%), Centralamerika (10,00%), Västeuropa (10,00%), Mellanöstern (10,00%) (10,00%), 10,00% (00,00%), Sydamerika (10,00%). Det finns totalt cirka 51-100 personer på vårt kontor.
2. Hur kan vi garantera kvalitet?
Alltid ett förproduktionsprov före massproduktion;
Alltid slutbesiktning före leverans;
3. Vad kan du köpa från oss?
Form, Plastprodukt, Metallprodukt, Dentalprodukt, CNC-bearbetning.
4. Varför ska du köpa från oss och inte från andra leverantörer?
Vi gör huvudsakligen alla typer av 3d-design, 3d-utskrift och verktyg och produkter av plastmetallformar. Vi har vår egen ingenjör och fabrik. One-stop leverans: 3d-design - 3d-utskrift - formtillverkning - plastinjektion.
5. Vilka tjänster kan vi tillhandahålla?
Godkända leveransvillkor: FOB,CFR,CIF,EXW,FCA,DDP,DDU;
Godkänd betalningsvaluta: USD, EUR;
Godkänd betalningstyp: T/T,L/C,PayPal,Western Union,Descrow;
Talat språk: engelska, kinesiska, spanska, franska, ryska.
6. Vilka egenskaper har din tjänst?
1. Din förfrågan relaterad till våra produkter eller priser kommer att besvaras inom 24 timmar.
2. Välutbildad och erfaren personal för att svara på alla dina frågor på flytande engelska.
3. Erbjuda stöd för att lösa problemet under applikations- eller försäljningsperioden.
4. Konkurrenskraftiga priser baserat på samma kvalitet.
5. Garantera provkvalitet samma som massproduktion kvalitet.
Hot Tags: Provningstjänst för formsprutning, Kina, tillverkare, leverantör, fabrik, anpassad, grossist, köp, kvalitet, senaste försäljning, tillverkad i Kina
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








